17- Konum Dengeleme İşlemi Nedir?
CNC programlama yapılırken referans noktaları arasındaki ilişkilerin ifadesi, önceden ayarlanmış sayısal değerlerle yapılır. Bu sayılara ve özel değerlere, çoğunlukla makine kurulumu gerçekleşmeden önce ihtiyaç duyulur. Programlamaya başlarken pek çok sayı net olarak bazıları da yaklaşık olarak bilinir. Bunların haricinde bir de bilinmeyenler vardır. Bazı boyutlar, işler arasındaki farklılıklara tabi olarak elde edilmiştir.
Konum Dengeleme İşlemi Nedir?
Programcının yararlanabileceği bir düzeltici vasıta olmadan, makineyi istenen hassasiyette kurmak neredeyse imkansızdı. Neyse ki günümüzün modern kontrol sistemleri, programlama ve makine kurulumunda daha kolay, hızlı ve hassas çözümler sunma yetisine sahip. Koordinat sistemi, ofset, dengeleme gibi araçlar programlamada yaygın olarak kullanılan destek araçlarıdır.
CNC programlamada kullanılan en eski yöntemlerden biri olan konum dengeleme, konum dengeleme işlevlerinin kullanılarak takımın gerçek konumunun teorik ve ya varsayılan konuma göre düzeltilmesidir.
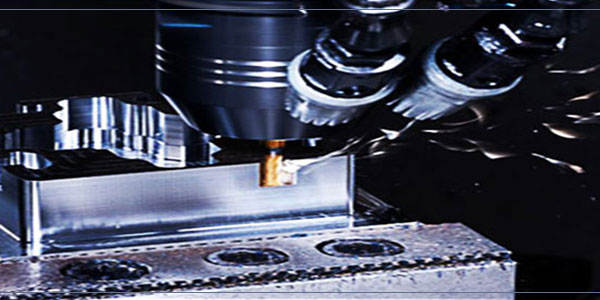
CNC İşleme Tezgahı
Konum dengeleme, CNC programcılarının kullanabileceği düzeltme araçlarından yalnızca biridir ve ayrıca modern sistemlerle eski programlar arası uyumluluk için de kullanılır. Bugün artık eski olarak tanımlanan bu sistemin yerini koordinasyon sistemi almıştır. Bu bölüm, eski moda konum dengeleme yöntemini kullanmanın faydasını görebilecek bazı tipik programlama uygulamalarını açıklamaktadır.
AÇIKLAMA
Konum dengelemenin temel amacı, makine sıfır noktası ve program sıfır takım konumları arasındaki farkları düzeltmektir.
Pratikte, iki referans noktası arasındaki mesafenin bazı değişikliklerin olduğu veya hiç bilinmediği durumlarla karşılaşıldığında kullanılır. Örnek vermek gerekirse; döküm malzeme ile çalışılırken, döküm yüzeyinden alınan program sıfırı sık sık değişikliğe uğrar.

CNC Programlamada Konum Dengeleme
Konum dengelemenin kullanılması, sabit program değişiklikleri veya fikstür kurulumunun yeniden düzenlenmesi ihtiyacını ortadan kaldırır. Normalde, bir parça masadaki bir fikstüre monte edilir ve tüm kurulumu dengelenir. Bu nedenle konum dengelemeye bazen fikstür ofseti veya masa ofseti denir. Bir denkleştirme ve bir dengeleme arasındaki fark genellikle çok incedir ve herhangi bir pratik amaç için iki terim aynıdır.
CNC programlama yapılırken referans noktaları arasındaki ilişkilerin ifadesi, önceden ayarlanmış sayısal değerlerle yapılır. Bu sayılara ve özel değerlere, çoğunlukla makine kurulumu gerçekleşmeden önce ihtiyaç duyulur. Programlamaya başlarken pek çok sayı net olarak bazıları da yaklaşık olarak bilinir. Bunların haricinde bir de bilinmeyenler vardır. Bazı boyutlar, işler arasındaki farklılıklara tabi olarak elde edilmiştir.
Konum Dengeleme İşlemi Nedir?
Programcının yararlanabileceği bir düzeltici vasıta olmadan, makineyi istenen hassasiyette kurmak neredeyse imkansızdı. Neyse ki günümüzün modern kontrol sistemleri, programlama ve makine kurulumunda daha kolay, hızlı ve hassas çözümler sunma yetisine sahip. Koordinat sistemi, ofset, dengeleme gibi araçlar programlamada yaygın olarak kullanılan destek araçlarıdır.
CNC programlamada kullanılan en eski yöntemlerden biri olan konum dengeleme, konum dengeleme işlevlerinin kullanılarak takımın gerçek konumunun teorik ve ya varsayılan konuma göre düzeltilmesidir.
CNC İşleme Tezgahı
Konum dengeleme, CNC programcılarının kullanabileceği düzeltme araçlarından yalnızca biridir ve ayrıca modern sistemlerle eski programlar arası uyumluluk için de kullanılır. Bugün artık eski olarak tanımlanan bu sistemin yerini koordinasyon sistemi almıştır. Bu bölüm, eski moda konum dengeleme yöntemini kullanmanın faydasını görebilecek bazı tipik programlama uygulamalarını açıklamaktadır.
AÇIKLAMA
Konum dengelemenin temel amacı, makine sıfır noktası ve program sıfır takım konumları arasındaki farkları düzeltmektir.
Pratikte, iki referans noktası arasındaki mesafenin bazı değişikliklerin olduğu veya hiç bilinmediği durumlarla karşılaşıldığında kullanılır. Örnek vermek gerekirse; döküm malzeme ile çalışılırken, döküm yüzeyinden alınan program sıfırı sık sık değişikliğe uğrar.
CNC Programlamada Konum Dengeleme
Konum dengelemenin kullanılması, sabit program değişiklikleri veya fikstür kurulumunun yeniden düzenlenmesi ihtiyacını ortadan kaldırır. Normalde, bir parça masadaki bir fikstüre monte edilir ve tüm kurulumu dengelenir. Bu nedenle konum dengelemeye bazen fikstür ofseti veya masa ofseti denir. Bir denkleştirme ve bir dengeleme arasındaki fark genellikle çok incedir ve herhangi bir pratik amaç için iki terim aynıdır.
İlgili Yazılar
44- Diş Açma Süreci
Diş açma, modern makine atölyelerindeki otomatik programlama görevlerinin başında
42- Diş Açma Besleme ve İş Mili Hızı
Tüm aktif kesim hareketlerinde bir besleme hızı değeri bulunur.
61- Programlama Sürecinde CNC İşleme
GENEL BAKIŞ Bir parça için program tamamen tamamlanıp atölyeye
62- CNC Programlamada Cihaz Arayüzü
Hatalardan arındırılmış ve en iyi performansı elde etmek üzere
63- CNC Programlamada Matematik Nasıl Kullanılır?
Programlamada matematik, pek çok programcı için o kadar güçlü
64- CNC Programlamada CAD/CAM Nedir?
Bugüne kadarki yazılarımızda, CNC makinelerinin manuel olarak programlanması konusuna