53- CNC Programlandırma Sürecinde Ölçeklendirme Fonksiyonu
Normalde, CNC işleme merkezi için programlanmış bir takım hareketi, bazı durumlarda kesici yarıçap ofsetinin etkin olduğu çizim boyutlarını temsil eder. Ve yine önceden programlanmış olan takım yolunun tekrarlanması, orijinalden farklı boyutların işlenmesi gerektiği ve aynı zamanda orantılı kaldığı bir durum olabilir. Bu sonucu elde etmek için ölçeklendirme fonksiyonu adı verilen bir özellik kullanılabilir. Aşağıdaki iki öğeye dikkat edin:
- Ölçeklendirme fonksiyonu birçok kontrolde bir seçenek olarak gelir ancak her makinede bulunmayabilir.
- Bu fonksiyon için bazı sistem parametreleri de kullanılabilir.
CNC programlamada esneklik kazanmak için, bu yazımızda bahsettiğimiz ölçeklendirme fonksiyonu, önceki yazılarımızda bahsettiğimiz veri kaydırma, ayna görüntüsü ve koordinat döndürme gibi farklı programlama fonksiyonları ile birlikte kullanılabilir.
Ölçeklendirme İşlemi
AÇIKLAMA
CNC makine sistemi, programlanmış hareketlere ölçeklendirme fonksiyonu uyguladığında bu, tüm eksenler için programlanmış değerlerin değişeceği anlamına gelir.
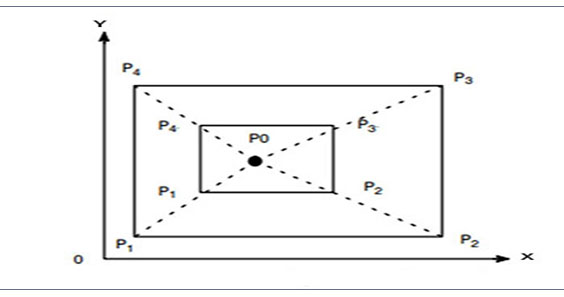
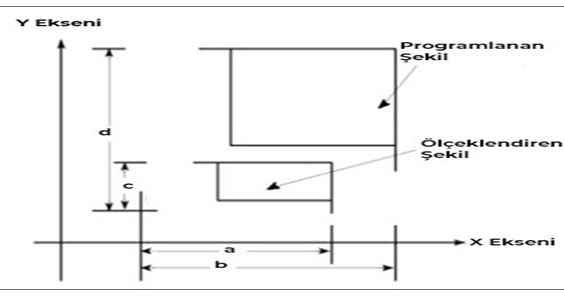
Ölçeklendirme işlemi, tanımlı ölçeklendirme merkez noktasına bağlı olarak programlanmış eksen değerinin ölçeklendirme faktörü ile çarpılmasıdır. Burada CNC programcısı tarafından sisteme hem ölçeklendirme merkezi hem de ölçeklendirme faktörü tanımlanmalıdır.
Kontrol sistemine verilecek bir parametre aracılığı ile üç ana eksenin her biri için ölçeklendirme etkinleştirilebilir ya da etkisiz hale getirilebilir. Ancak bu işlem herhangi bir ek eksen için yapılamaz. Ölçeklendirme çoğunlukla sadece X ve Y eksenlerinde kullanılır.
Ölçeklendirme Komut Detayları
Belirli ayarların ve önceden belirlenmiş miktarların, ölçeklendirme fonksiyonundan etkilenmediği tam olarak kontrol edilmelidir. Ölçeklendirme fonksiyonu etkinse, aşağıdaki ofset işlevleri değişmeyecektir:
- Kesici yarıçap ofset miktarı: G41-G42 / D
- Takım boyu ofset miktarı: G43-G44 / H
- Takım konumu ofset miktarı: G45-G48 / H
Sabit döngülerde, ölçeklendirme fonksiyonundan etkilenmeyen iki farklı durum daha bulunur:
- G76 ve G87 döngülerinde X ve Y kaydırma miktarları
- G83 ve G73 döngülerinde gaga delme derinliği Q
- G83 ve G73 döngüleri için depolanan kurtarma miktarı
Normalde, CNC işleme merkezi için programlanmış bir takım hareketi, bazı durumlarda kesici yarıçap ofsetinin etkin olduğu çizim boyutlarını temsil eder. Ve yine önceden programlanmış olan takım yolunun tekrarlanması, orijinalden farklı boyutların işlenmesi gerektiği ve aynı zamanda orantılı kaldığı bir durum olabilir. Bu sonucu elde etmek için ölçeklendirme fonksiyonu adı verilen bir özellik kullanılabilir. Aşağıdaki iki öğeye dikkat edin:
- Ölçeklendirme fonksiyonu birçok kontrolde bir seçenek olarak gelir ancak her makinede bulunmayabilir.
- Bu fonksiyon için bazı sistem parametreleri de kullanılabilir.
CNC programlamada esneklik kazanmak için, bu yazımızda bahsettiğimiz ölçeklendirme fonksiyonu, önceki yazılarımızda bahsettiğimiz veri kaydırma, ayna görüntüsü ve koordinat döndürme gibi farklı programlama fonksiyonları ile birlikte kullanılabilir.
Ölçeklendirme İşlemi
AÇIKLAMA
CNC makine sistemi, programlanmış hareketlere ölçeklendirme fonksiyonu uyguladığında bu, tüm eksenler için programlanmış değerlerin değişeceği anlamına gelir.
Ölçeklendirme işlemi, tanımlı ölçeklendirme merkez noktasına bağlı olarak programlanmış eksen değerinin ölçeklendirme faktörü ile çarpılmasıdır. Burada CNC programcısı tarafından sisteme hem ölçeklendirme merkezi hem de ölçeklendirme faktörü tanımlanmalıdır.
Kontrol sistemine verilecek bir parametre aracılığı ile üç ana eksenin her biri için ölçeklendirme etkinleştirilebilir ya da etkisiz hale getirilebilir. Ancak bu işlem herhangi bir ek eksen için yapılamaz. Ölçeklendirme çoğunlukla sadece X ve Y eksenlerinde kullanılır.
Ölçeklendirme Komut Detayları
Belirli ayarların ve önceden belirlenmiş miktarların, ölçeklendirme fonksiyonundan etkilenmediği tam olarak kontrol edilmelidir. Ölçeklendirme fonksiyonu etkinse, aşağıdaki ofset işlevleri değişmeyecektir:
- Kesici yarıçap ofset miktarı: G41-G42 / D
- Takım boyu ofset miktarı: G43-G44 / H
- Takım konumu ofset miktarı: G45-G48 / H
Sabit döngülerde, ölçeklendirme fonksiyonundan etkilenmeyen iki farklı durum daha bulunur:
- G76 ve G87 döngülerinde X ve Y kaydırma miktarları
- G83 ve G73 döngülerinde gaga delme derinliği Q
- G83 ve G73 döngüleri için depolanan kurtarma miktarı
İlgili Yazılar
42- Diş Açma Besleme ve İş Mili Hızı
Tüm aktif kesim hareketlerinde bir besleme hızı değeri bulunur.
44- Diş Açma Süreci
Diş açma, modern makine atölyelerindeki otomatik programlama görevlerinin başında
61- Programlama Sürecinde CNC İşleme
GENEL BAKIŞ Bir parça için program tamamen tamamlanıp atölyeye
62- CNC Programlamada Cihaz Arayüzü
Hatalardan arındırılmış ve en iyi performansı elde etmek üzere
63- CNC Programlamada Matematik Nasıl Kullanılır?
Programlamada matematik, pek çok programcı için o kadar güçlü
64- CNC Programlamada CAD/CAM Nedir?
Bugüne kadarki yazılarımızda, CNC makinelerinin manuel olarak programlanması konusuna