12- CNC Programlamada Mil Kontrolü Nasıl Yapılmalıdır?
CNC işleme merkezi ve torna tezgâhı, bir parçayı işlerken milin dönüşünü kullanır. Mil dönüşü, kesici takımın (freze) ya da parçanın (torna tezgahlarında) döndürülmesinde kullanılır.
Makine milinin hareketleri ve kesici takımın besleme hızı, program tarafından kontrol altında ayarlanır. CNC makinelerinin belirli bir iş için uygun mil hızı ve besleme hızı seçimi ile ilgili talimatlara ihtiyacı olduğu anlamına gelir.
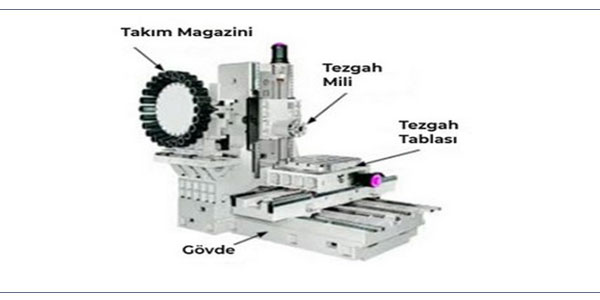
CNC Tezgahı Parçaları
Mil ve besleme hızının kontrolü için farklı yollar bulunmaktadır. Bu yollar CNC tezgahının tipine ve işleme uygulamasına göre değişkenlik gösterir.
Bu bölümde mil kontrolüne ve programlama uygulamalarına yakından bakalım.
MİL İŞLEVİ
CNC kontrol sisteminde mil hızını kontrol eden program komutları S adresinden kontrol edilmektedir. S adresinin formatı, standart CNC’ler için 1-9999 aralığında yer alır ve ondalık basamakların kullanımı uygun değildir:
- Yüksek hızlı CNC makinelerinin S adres aralığı 1 – 99999 aralığında ve beş haneye kadar ayarlanabilir mil hızına sahip olması sık karşılaşılan bir durumdur:
- Kontrol ünitesinde bulunan mil hızı aralığı makinenin maksimum mil hızı aralığından yüksek olmalıdır. Bu özellik neredeyse tüm kontrol sistemlerinin desteklediği bir ayardır.
CNC işleme merkezi ve torna tezgâhı, bir parçayı işlerken milin dönüşünü kullanır. Mil dönüşü, kesici takımın (freze) ya da parçanın (torna tezgahlarında) döndürülmesinde kullanılır.
Makine milinin hareketleri ve kesici takımın besleme hızı, program tarafından kontrol altında ayarlanır. CNC makinelerinin belirli bir iş için uygun mil hızı ve besleme hızı seçimi ile ilgili talimatlara ihtiyacı olduğu anlamına gelir.
CNC Tezgahı Parçaları
Mil ve besleme hızının kontrolü için farklı yollar bulunmaktadır. Bu yollar CNC tezgahının tipine ve işleme uygulamasına göre değişkenlik gösterir.
Bu bölümde mil kontrolüne ve programlama uygulamalarına yakından bakalım.
MİL İŞLEVİ
CNC kontrol sisteminde mil hızını kontrol eden program komutları S adresinden kontrol edilmektedir. S adresinin formatı, standart CNC’ler için 1-9999 aralığında yer alır ve ondalık basamakların kullanımı uygun değildir:
- Yüksek hızlı CNC makinelerinin S adres aralığı 1 – 99999 aralığında ve beş haneye kadar ayarlanabilir mil hızına sahip olması sık karşılaşılan bir durumdur:
- Kontrol ünitesinde bulunan mil hızı aralığı makinenin maksimum mil hızı aralığından yüksek olmalıdır. Bu özellik neredeyse tüm kontrol sistemlerinin desteklediği bir ayardır.
İlgili Yazılar
43- Diş Açma Döngüsü
Bilgisayarlı kontrol sistemleri yaptıkları pek çok dahili hesaplamayı daha
47- Diş Açma Uygulamalarındaki Tekrarlamalı Döngü
Önceki birkaç konuda tornalama ve delik işlemede kullanılan farklı
39- CNC Programlama İşleminde Diş Besleme Yöntemleri Nelerdir?
Diş çekme takımlarının malzemeye girişi farklı şekillerde programlanabilir. En
40- CNC Programlamada Bileşik Besleme Hesaplamaları Nasıl Yapılır?
Bileşik (yan) besleme, gelişmiş G76 diş çekme döngüsü ile
61- Programlama Sürecinde CNC İşleme
GENEL BAKIŞ Bir parça için program tamamen tamamlanıp atölyeye
62- CNC Programlamada Cihaz Arayüzü
Hatalardan arındırılmış ve en iyi performansı elde etmek üzere