19- Takım Uzunluğu Ofseti Nedir?
Daha önceki yazımızda makine referans noktasını kullanarak kesici takımın konumunu bulmak için iki dengeleme yöntemine yer vermiştik. İlk yöntem, konum dengeleme adındaki eski yöntemdi ve diğeri ise modern sistemlerde güncel olarak kullanılan iş koordinat sisteminin kullanımıydı.
Her iki durumda da Z ekseninden daha çok X ve Y eksenlerine atıfta bulunduk. Çünkü Z ekseni her iki yöntemde de kullanılabilmesine rağmen, sonuçlar pratikte çok uygun değildir. Bunun ana sebebi ise CNC’nin çalışma doğasıdır.
G43 Takım Boy Telafisi
Normal bir durumda programcı, fikstürdeki bir parçanın kurulumuna karar verdiğinde XYZ program sıfırı için uygun konumu seçer. İş ofsetlerini kullanırken ise, XY eksenleri her zaman makine referans noktası ile program sıfır noktası arasındaki farkla ölçülür. Daha kesin bir tanım yapmak gerekirse, aynı kural Z ekseni için de geçerlidir.
Aradaki en büyük fark, kullanılan takımın sayısından bağımsız olarak, ölçümlenen her iki XY değerinin tüm takımlar için sabit kalmasıdır. Z ekseninde ise genel bir sabit değerden bahsetmek mümkün değildir. Peki, bu neden olur? Tabii ki kullanılan takım uzunlukları arasındaki farklılıklardan…
G41-G42 Komutları
GENEL PRENSİPLER
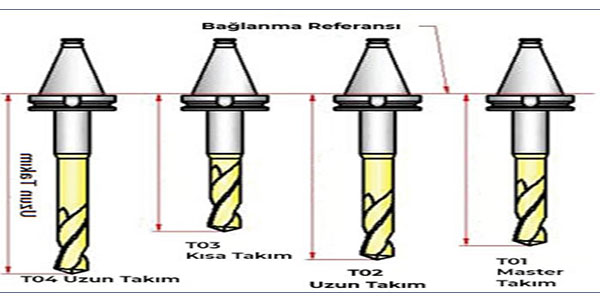
Bir CNC işleme merkezinde programlama yapılırken, her kesici takımın uzunluğu da düşünülmelidir. Nümerik kontrollerin devreye girdiği ilk dönemlerden itibaren, takım uzunluğunu programa dahil etmenin çeşitli yöntemleri ortaya çıkmıştır ve bu yöntemler iki duruma göre şekillenirler:
- Gerçek takım uzunluğunun bilindiği durumlar
- Gerçek takım uzunluğunun bilinmediği durumlar
Takım Uzunluğunun Ayarlamanın Yolları
Anlaşılacağı gibi her grup kendine has bir programlama tekniği gerektirir. CNC programlamada takım uzunluğunu anlamak için, gerçek takım uzunluğu tanımını da anlamak gerekir. Bu uzunluk ibaresi bazen takımın fiziksel uzunluğu bazen de sadece takım uzunluğu olarak bilinir ve hem programlama hem de kurulum sürecinde çok özel bir yeri vardır.
Daha önceki yazımızda makine referans noktasını kullanarak kesici takımın konumunu bulmak için iki dengeleme yöntemine yer vermiştik. İlk yöntem, konum dengeleme adındaki eski yöntemdi ve diğeri ise modern sistemlerde güncel olarak kullanılan iş koordinat sisteminin kullanımıydı.
Her iki durumda da Z ekseninden daha çok X ve Y eksenlerine atıfta bulunduk. Çünkü Z ekseni her iki yöntemde de kullanılabilmesine rağmen, sonuçlar pratikte çok uygun değildir. Bunun ana sebebi ise CNC’nin çalışma doğasıdır.
G43 Takım Boy Telafisi
Normal bir durumda programcı, fikstürdeki bir parçanın kurulumuna karar verdiğinde XYZ program sıfırı için uygun konumu seçer. İş ofsetlerini kullanırken ise, XY eksenleri her zaman makine referans noktası ile program sıfır noktası arasındaki farkla ölçülür. Daha kesin bir tanım yapmak gerekirse, aynı kural Z ekseni için de geçerlidir.
Aradaki en büyük fark, kullanılan takımın sayısından bağımsız olarak, ölçümlenen her iki XY değerinin tüm takımlar için sabit kalmasıdır. Z ekseninde ise genel bir sabit değerden bahsetmek mümkün değildir. Peki, bu neden olur? Tabii ki kullanılan takım uzunlukları arasındaki farklılıklardan…
G41-G42 Komutları
GENEL PRENSİPLER
Bir CNC işleme merkezinde programlama yapılırken, her kesici takımın uzunluğu da düşünülmelidir. Nümerik kontrollerin devreye girdiği ilk dönemlerden itibaren, takım uzunluğunu programa dahil etmenin çeşitli yöntemleri ortaya çıkmıştır ve bu yöntemler iki duruma göre şekillenirler:
- Gerçek takım uzunluğunun bilindiği durumlar
- Gerçek takım uzunluğunun bilinmediği durumlar
Takım Uzunluğunun Ayarlamanın Yolları
Anlaşılacağı gibi her grup kendine has bir programlama tekniği gerektirir. CNC programlamada takım uzunluğunu anlamak için, gerçek takım uzunluğu tanımını da anlamak gerekir. Bu uzunluk ibaresi bazen takımın fiziksel uzunluğu bazen de sadece takım uzunluğu olarak bilinir ve hem programlama hem de kurulum sürecinde çok özel bir yeri vardır.
İlgili Yazılar
64- CNC Programlamada CAD/CAM Nedir?
Bugüne kadarki yazılarımızda, CNC makinelerinin manuel olarak programlanması konusuna
48- CNC Torna Tezgahlarında Diş Açma İşlemi Nedir?
CNC tornalarda tornalama, delik işleme ve diğer işlemlere ek
50- CNC Programlamada Veri Kaydırma İşlemi Nedir?
CNC programlarının çoğu, atölyede bulunan belirli bir makinede yapılacak
51- CNC Programlamada Ayna Görüntüsü Ne Anlama Gelmektedir?
CNC programlarını geliştirmenin amacı, parça ya da makine üzerindeki
52- CNC Programlamada Koordinat Döndürme İşlemi Nedir?
Programlanmış bir takım hareketinin ortogonal yönde oluşturduğu model, kontur
53- CNC Programlandırma Sürecinde Ölçeklendirme Fonksiyonu
Normalde, CNC işleme merkezi için programlanmış bir takım hareketi,