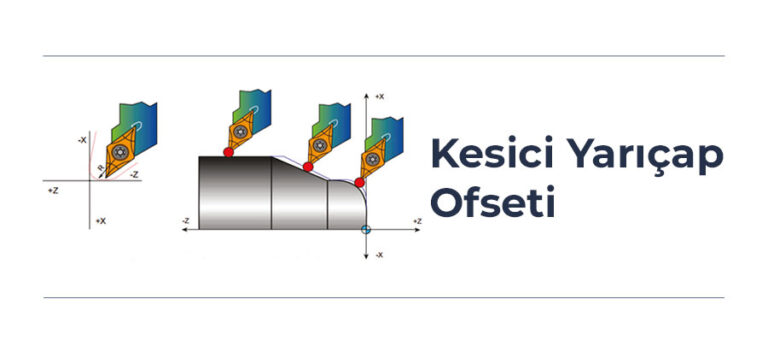
30- CNC Programlamada Kesici Yarıçap Ofseti Nedir?
Bir parçanın konturu, freze uygulamaları için normalde önce Z ekseninde bir derinlik oluşturularak, ardından kesici takımı X ekseni, Y ekseni veya her iki eksen boyunca aynı anda hareket ettirerek programlanır. Ayrıca X ekseni, Z ekseni veya her iki eksen üzerinde konturu tornalamak ya da delmek için tornalama uygulamalarında kullanılabilir. Her iki işleme türü için de programda tek bir kesme hareketi bloğu gerekir.
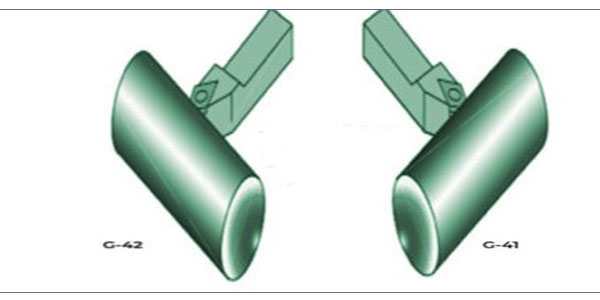
İlerleme Yönüne Göre G41 VE G42 Komutları
Kontur değişim pozisyonları arasındaki hareketler, milimetre ya da inç birimleri ile programlanabilir ve ayrıca mutlak değer pozisyonlarının yanı sıra artımlı mesafeler de kullanılabilir. Bu tür programlamanın, daima X-Y ya da X-Z takım hareketlerinde mil merkez çizgisini kullandığını unutmamalısınız.
Merkez çizgisi programlama, program geliştirirken uygun bir yöntem olarak kullanılsa da, işleme için kabul görmemektedir.
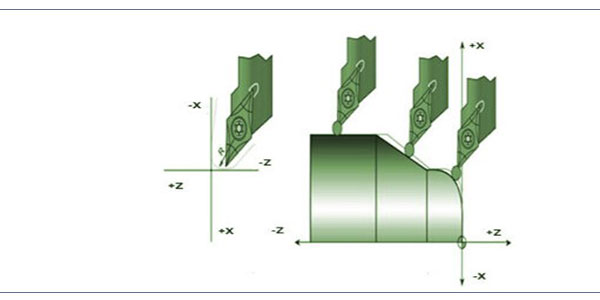
Kesici Takım Uç Yarıçap Telafisi
Malzeme yüzeyine temas eden kesici takım kenarı programlanan parça konturu ile temas etmelidir. Tüm konturlama işlemleri için gerçek takım yolu ile kesici takım hareketi eşit olmalıdır.
İster CNC işleme merkezinde ister CNC tornada kullanılsın, kesici takım kenarı kontura teğet olmalıdır. Bu durumda kesicinin merkez noktasının, parçanın konturundan aynı uzaklıkta olduğu bir yol üzerinde hareket etmesi gerektiği anlamına gelir. Buna eşit mesafeli takım yolu denir.
Bir parçanın konturu, freze uygulamaları için normalde önce Z ekseninde bir derinlik oluşturularak, ardından kesici takımı X ekseni, Y ekseni veya her iki eksen boyunca aynı anda hareket ettirerek programlanır. Ayrıca X ekseni, Z ekseni veya her iki eksen üzerinde konturu tornalamak ya da delmek için tornalama uygulamalarında kullanılabilir. Her iki işleme türü için de programda tek bir kesme hareketi bloğu gerekir.
İlerleme Yönüne Göre G41 VE G42 Komutları
Kontur değişim pozisyonları arasındaki hareketler, milimetre ya da inç birimleri ile programlanabilir ve ayrıca mutlak değer pozisyonlarının yanı sıra artımlı mesafeler de kullanılabilir. Bu tür programlamanın, daima X-Y ya da X-Z takım hareketlerinde mil merkez çizgisini kullandığını unutmamalısınız.
Merkez çizgisi programlama, program geliştirirken uygun bir yöntem olarak kullanılsa da, işleme için kabul görmemektedir.
Kesici Takım Uç Yarıçap Telafisi
Malzeme yüzeyine temas eden kesici takım kenarı programlanan parça konturu ile temas etmelidir. Tüm konturlama işlemleri için gerçek takım yolu ile kesici takım hareketi eşit olmalıdır.
İster CNC işleme merkezinde ister CNC tornada kullanılsın, kesici takım kenarı kontura teğet olmalıdır. Bu durumda kesicinin merkez noktasının, parçanın konturundan aynı uzaklıkta olduğu bir yol üzerinde hareket etmesi gerektiği anlamına gelir. Buna eşit mesafeli takım yolu denir.
İlgili Yazılar
45- Diş Açma Terminolojisi Hakkında Neler Biliyorsunuz?
Diş Açma Terminolojisi Diş açma oldukça geniş bir konudur
46- CNC İşlemede Takım Referans Noktası Nedir?
İyi bir işleme ortamının sağlanması için takım kurulumu kritik
41- CNC Programlamada Blok Blok Diş Açma İşlemi Nedir?
Tek noktadan dişi programlamanın en eski yöntemi, dişle ilişkili
43- Diş Açma Döngüsü
Bilgisayarlı kontrol sistemleri yaptıkları pek çok dahili hesaplamayı daha
47- Diş Açma Uygulamalarındaki Tekrarlamalı Döngü
Önceki birkaç konuda tornalama ve delik işlemede kullanılan farklı
39- CNC Programlama İşleminde Diş Besleme Yöntemleri Nelerdir?
Diş çekme takımlarının malzemeye girişi farklı şekillerde programlanabilir. En