37- CNC Programlama Sürecinde Parça Kesme İşlemi Nedir?
Kesme olarak da adlandırılan parça kesme, torna işlerine özgü ve genellikle çubuk sürücü aparatı kullanılan bir işleme türüdür. Parça kesme esnasında, kesme takımı tamamlanmış parçayı ham metalden ayırır. Tamamlanan parça kesim tamamlandığında, hasardan korumak için özel bir kutuya düşecektir.
KESME PROSEDÜRÜ
Kesme takım yolu için programlama prosedürü ile kanal açma prosedürü birbirine çok benzerdir. Aslında parça-kapama, kanal açmanın bir uzantısı olarak da düşünülebilir.
Parça kesmenin amacı belirli genişlik, derinlik ve kalitede bir kanal oluşturmak yerine, tamamlanan parçayı stok malzemeden ayırmaktır.
Malzeme çubuğu genellikle 8, 10, 12 veya daha uzun yuvarlak/altıgen bir çubuktur. Parça kesmede en önemli iki husus da standart kanal açma ile aynıdır. Biri talaş kontrolü, diğeri soğutma sıvısı uygulamasıdır.
KESME TAKIMI
Kesme işlemi için özel bir kesme takımı kullanılır. Parçanın kesilmesi için kullanılan bu tür bir takıma, kesme takımı denir. Bazen kesme terimi, bu tip takımlar haricinde işleme yöntemi için de kullanılır.
Kesme takımı ile kanal açma takımı arasında sadece bir fark haricinde tasarımsal bir fark bulunmamaktadır. Kesici kenar uzunluğu kanal açma aletinden çok daha uzundur ve bu nedenle derin kanal işleme için de uygun kılar. Bir kesme takımının tipik bir örneğini aşağıdaki şekilde görebilirsiniz.
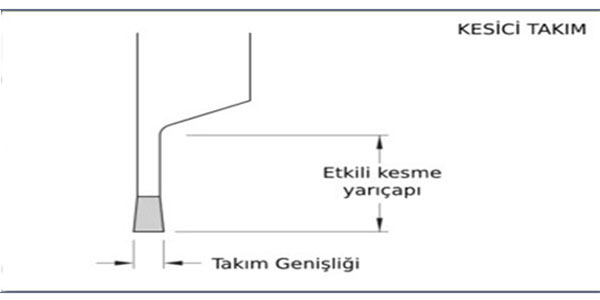
Kesici Takım
Metal kesicinin ucunda genellikle iki tarafında da boşluk açılarına sahip bir karbür uç yer alır. Kesme takımı ucu, her zaman karbür kısmın en ucunda olmak kaydıyla farklı konfigürasyonlara sahiptir. En tipik kesici takım ucu türlerini aşağıdaki çizimde görebilirsiniz.
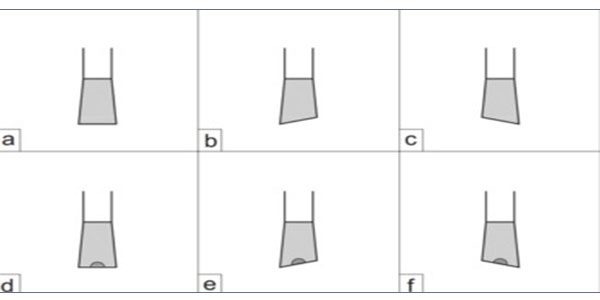
Kesici Takım Ucu
Şekilde yer alan tüm kanal kesici uç tasarımlarına baktığınızda çukurlu (d, e ve f) ve çukursuz (a, b ve c) serileri görebilirsiniz. Çukur, kesme kenarının ortasında yer alan ve talaşı deforme ederek kıvrılmasını sağlamak amacıyla tasarlanmış bir oyuktur. Pratikte elde edilen sonuç, kesme genişliğinden daha dar bir talaştır. Kaldırılan ve kıvrılan talaş, oluşturulan kanalı tıkamaz ve her ne kadar biraz daha maliyetli gibi görünse de takım ömrünü uzatır.
Ayrıca b, c, e ve f şekillerinde yer alan hafif açıya da dikkat edin. Bu açı, parça çubuktan ayrıldığında, parça üzerinde kalan sapmaların boyut ve şeklini saptamaya yardımcı olur. Ayrıca, boru şeklindeki çubuğun kesilmesi sırasında parça üzerinde kalan kenar boyutunu da kontrol etmenizi sağlar. Yer verdiğimiz tüm tasarımların kendine has uygulamaları olsa da, özellikle büyük kesme çapları için kullanılabilecek çok yönlü seçenek f olacaktır.
Diğer işlemelerden farklı olarak, kesme sırasında oluşan talaşların kıvrılması gerekir. Çukur ve benzer bir tasarıma sahip kesici uçlar, bu amaç için kullanımda en iyi sonuçları verir.
Tüm işler için ortak bir kesme takımı kullanmak programcılar tarafından sıklıkla başvurulan bir tercihtir. Tüm çaplar için maksimum çapa uygun kesme takımını seçerek takım tutucuda monte edilmiş halde bırakırlar. Kurulum süresinden tasarruf amacıyla yapılan bu uygulama bir dereceye kadar doğru olsa da bir dezavantaja da sahiptir.
Mukavemet ve rijitlik konusunda gereken performansı sağlamak için genellikle uzun takım, kısa takıma oranla daha geniş bir kesici uca sahiptir. Çubuk boyutu büyüdükçe nispeten daha geniş bir uca sahip daha uzun bir kesici takım gerekir. Halka veya ince cidarlı boru şeklindeki metal parçalar için bu tip bir takımın kullanımı, malzeme israfına neden olacaktır ve yanlış bir tercihtir. Daha dar bir uca sahip kısa bir kesici takım, değişimi kabul edilebilir kılacaktır.
Hem kesme hem de kanal açma işleminde bol miktarda kesme sıvısı gerekir. Suda çözünür bir soğutucu kullanmak, hem soğutma hem de yağlama özellikleri nedeniyle doğru tercihtir. Genel bir karışım, bir ölçek soğutucu yağ ile 15-20 ölçek suyun karışımı ya da soğutucu üreticisinin önerdiği oranlarla hazırlanır. Özellikle büyük çaplar için, soğutma sıvısının kesme kenarına ulaşımını ve biriken talaşları temizlemesini sağlayacağından yüksek basınçla iletildiğinden emin olun.
Kesme olarak da adlandırılan parça kesme, torna işlerine özgü ve genellikle çubuk sürücü aparatı kullanılan bir işleme türüdür. Parça kesme esnasında, kesme takımı tamamlanmış parçayı ham metalden ayırır. Tamamlanan parça kesim tamamlandığında, hasardan korumak için özel bir kutuya düşecektir.
KESME PROSEDÜRÜ
Kesme takım yolu için programlama prosedürü ile kanal açma prosedürü birbirine çok benzerdir. Aslında parça-kapama, kanal açmanın bir uzantısı olarak da düşünülebilir.
Parça kesmenin amacı belirli genişlik, derinlik ve kalitede bir kanal oluşturmak yerine, tamamlanan parçayı stok malzemeden ayırmaktır.
Malzeme çubuğu genellikle 8, 10, 12 veya daha uzun yuvarlak/altıgen bir çubuktur. Parça kesmede en önemli iki husus da standart kanal açma ile aynıdır. Biri talaş kontrolü, diğeri soğutma sıvısı uygulamasıdır.
KESME TAKIMI
Kesme işlemi için özel bir kesme takımı kullanılır. Parçanın kesilmesi için kullanılan bu tür bir takıma, kesme takımı denir. Bazen kesme terimi, bu tip takımlar haricinde işleme yöntemi için de kullanılır.
Kesme takımı ile kanal açma takımı arasında sadece bir fark haricinde tasarımsal bir fark bulunmamaktadır. Kesici kenar uzunluğu kanal açma aletinden çok daha uzundur ve bu nedenle derin kanal işleme için de uygun kılar. Bir kesme takımının tipik bir örneğini aşağıdaki şekilde görebilirsiniz.
Kesici Takım
Metal kesicinin ucunda genellikle iki tarafında da boşluk açılarına sahip bir karbür uç yer alır. Kesme takımı ucu, her zaman karbür kısmın en ucunda olmak kaydıyla farklı konfigürasyonlara sahiptir. En tipik kesici takım ucu türlerini aşağıdaki çizimde görebilirsiniz.
Kesici Takım Ucu
Şekilde yer alan tüm kanal kesici uç tasarımlarına baktığınızda çukurlu (d, e ve f) ve çukursuz (a, b ve c) serileri görebilirsiniz. Çukur, kesme kenarının ortasında yer alan ve talaşı deforme ederek kıvrılmasını sağlamak amacıyla tasarlanmış bir oyuktur. Pratikte elde edilen sonuç, kesme genişliğinden daha dar bir talaştır. Kaldırılan ve kıvrılan talaş, oluşturulan kanalı tıkamaz ve her ne kadar biraz daha maliyetli gibi görünse de takım ömrünü uzatır.
Ayrıca b, c, e ve f şekillerinde yer alan hafif açıya da dikkat edin. Bu açı, parça çubuktan ayrıldığında, parça üzerinde kalan sapmaların boyut ve şeklini saptamaya yardımcı olur. Ayrıca, boru şeklindeki çubuğun kesilmesi sırasında parça üzerinde kalan kenar boyutunu da kontrol etmenizi sağlar. Yer verdiğimiz tüm tasarımların kendine has uygulamaları olsa da, özellikle büyük kesme çapları için kullanılabilecek çok yönlü seçenek f olacaktır.
Diğer işlemelerden farklı olarak, kesme sırasında oluşan talaşların kıvrılması gerekir. Çukur ve benzer bir tasarıma sahip kesici uçlar, bu amaç için kullanımda en iyi sonuçları verir.
Tüm işler için ortak bir kesme takımı kullanmak programcılar tarafından sıklıkla başvurulan bir tercihtir. Tüm çaplar için maksimum çapa uygun kesme takımını seçerek takım tutucuda monte edilmiş halde bırakırlar. Kurulum süresinden tasarruf amacıyla yapılan bu uygulama bir dereceye kadar doğru olsa da bir dezavantaja da sahiptir.
Mukavemet ve rijitlik konusunda gereken performansı sağlamak için genellikle uzun takım, kısa takıma oranla daha geniş bir kesici uca sahiptir. Çubuk boyutu büyüdükçe nispeten daha geniş bir uca sahip daha uzun bir kesici takım gerekir. Halka veya ince cidarlı boru şeklindeki metal parçalar için bu tip bir takımın kullanımı, malzeme israfına neden olacaktır ve yanlış bir tercihtir. Daha dar bir uca sahip kısa bir kesici takım, değişimi kabul edilebilir kılacaktır.
Hem kesme hem de kanal açma işleminde bol miktarda kesme sıvısı gerekir. Suda çözünür bir soğutucu kullanmak, hem soğutma hem de yağlama özellikleri nedeniyle doğru tercihtir. Genel bir karışım, bir ölçek soğutucu yağ ile 15-20 ölçek suyun karışımı ya da soğutucu üreticisinin önerdiği oranlarla hazırlanır. Özellikle büyük çaplar için, soğutma sıvısının kesme kenarına ulaşımını ve biriken talaşları temizlemesini sağlayacağından yüksek basınçla iletildiğinden emin olun.
İlgili Yazılar
14- Takım Fonksiyonu Nedir?
Nümerik kontrol sistemine ve otomatik takım değiştiriciye sahip makine
31- Düzlem Seçimi Ne Demektir?
Kontur ve profil oluşturma işlemi, yaygın işleme operasyonları arasında
15- CNC Programlama İşleminde Referans Noktaları Nedir?
Önceki yazılarımızda, makine geometrisi ile parçanın kurulumu arasındaki temel
32-Kontur Frezeleme Nedir?
Her ne kadar karbür kesiciler talaş kaldırma işlemlerinde giderek
1- Nümerik Kontrol Nedir?
Nümerik kontrol teknolojisi, 20. Yüzyılın ortalarında ABD Hava kuvvetleri,
2- CNC Frezeleme
Metal endüstrisinde farklı tipte CNC makineleri kullanılsa da yaygın