42- Diş Açma Besleme ve İş Mili Hızı
Tüm aktif kesim hareketlerinde bir besleme hızı değeri bulunur. Bu besleme hızı delme, kontur oluşturma, yüzey işleme, cep açma ve diğer birçok işleme operasyonunda takımın malzemeyi ne kadar etkili bir şekilde çıkardığını kontrol eder. Diş çekme işlemleri bu bölümün ana konusu olduğundan, besleme hızının tek noktadan diş çekme ile nasıl ilişkili olduğunu anlamak önemlidir.
Diş açma işleminde kesici uç seçimi, iş mili hızı ve besleme hızı seçimi diğer tüm işleme operasyonlarına kıyasla daha sınırlıdır. Hem diş açma takımı hem de besleme hızı, çizim özellikleri olarak mühendislik gereksinimleri tarafından belirlenen iki etkendir. Talaş kaldırma açısından irdelendiğinde diş açma ucu, CNC tornalarda kullanılan en zayıf takım olmalarına rağmen uygulamaları CNC tornaların programlamasında kullanılan en düşük besleme hızlarını gerektirir.
Diş Çekme İpuçları
İş mili hızı, diş açma geçişinin derinliği, kesici kenar hazırlığı, diş besleme yöntemi, takım ve ucun kurulumu ve daha pek çok benzer husus gibi diş açmayı etkileyebilecek tüm faktörler ele alınmalıdır. Çoğu zaman karşılaşılan sorunlarda bir faktörün değiştirilmesi ile sorunlar çözülebilir. Çözülmediği durumlarda, en iyi diş kalitesini elde etmek için pek çok faktörün dikkate alınması ve muhtemelen değiştirilmesi gerekecektir.
Aşağıdaki şekil tornalama ve diş açma için besleme hızlarını karşılaştırır ve her ikisi de devir başına ilerleme hızına göredir.
Daha sonra, diş çekme işlemi için besleme hızlarını belirlerken göz önünde bulundurulması gereken pratik hususları inceleyeceğiz.
Diş Açma Besleme Hızı Seçimi
Genel olarak tornalama, delik işleme, kanal açma ve benzeri işlemler için besleme hızı seçimini etkileyen faktörler; malzeme tipi, takım ucu yarıçapı, istenen yüzey kalitesi ve benzerleridir. Bu bağlamda, bu tür işlemlerde belirlenecek besleme hızı geniş bir aralığa sahiptir. Diş açma işleminde ise bu esneklik sınırlıdır. Diş açmada besleme hızını belirleyen ana etken hatve değil dişin ucudur. Emperyal ölçümle hazırlanan çizimlerde dişler, bir inç başına diş sayısı veya TPI ve nominal çap ile gösterilir.
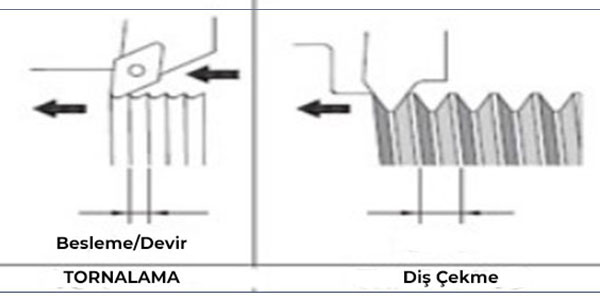
Tornalama ve Diş Açma Arasındaki İlerleme Hızlarının Karşılaştırılması
Örneğin; çizimde 3.75-8 olarak gösterilen bir diş, dişin inç başına 8 dişe sahip olduğunu ve nominal çapının 3.750 olduğu anlamına gelmektedir. Tek başlangıçlı metrik dişlerin tamamı, diş çapına bağlı olarak standart diş adımına sahiptir. Örneğin; M24x3 olarak gösterilen bir diş, 24mm nominal çap içerisinde 3mm diş adımlı tek başlangıçlı metrik diştir. M7x0.75 açıklaması, milimetrenin dörtte üçü diş adımına ve 7 mm nominal çapa sahip tek başlangıçlı bir diştir. Kullanılan ölçü biriminden bağımsız olarak, doğru besleme hızının seçilmesi için en önemli terimler dişin ilerlemesi ve diş açma sayısıdır.
Tüm aktif kesim hareketlerinde bir besleme hızı değeri bulunur. Bu besleme hızı delme, kontur oluşturma, yüzey işleme, cep açma ve diğer birçok işleme operasyonunda takımın malzemeyi ne kadar etkili bir şekilde çıkardığını kontrol eder. Diş çekme işlemleri bu bölümün ana konusu olduğundan, besleme hızının tek noktadan diş çekme ile nasıl ilişkili olduğunu anlamak önemlidir.
Diş açma işleminde kesici uç seçimi, iş mili hızı ve besleme hızı seçimi diğer tüm işleme operasyonlarına kıyasla daha sınırlıdır. Hem diş açma takımı hem de besleme hızı, çizim özellikleri olarak mühendislik gereksinimleri tarafından belirlenen iki etkendir. Talaş kaldırma açısından irdelendiğinde diş açma ucu, CNC tornalarda kullanılan en zayıf takım olmalarına rağmen uygulamaları CNC tornaların programlamasında kullanılan en düşük besleme hızlarını gerektirir.
Diş Çekme İpuçları
İş mili hızı, diş açma geçişinin derinliği, kesici kenar hazırlığı, diş besleme yöntemi, takım ve ucun kurulumu ve daha pek çok benzer husus gibi diş açmayı etkileyebilecek tüm faktörler ele alınmalıdır. Çoğu zaman karşılaşılan sorunlarda bir faktörün değiştirilmesi ile sorunlar çözülebilir. Çözülmediği durumlarda, en iyi diş kalitesini elde etmek için pek çok faktörün dikkate alınması ve muhtemelen değiştirilmesi gerekecektir.
Aşağıdaki şekil tornalama ve diş açma için besleme hızlarını karşılaştırır ve her ikisi de devir başına ilerleme hızına göredir.
Daha sonra, diş çekme işlemi için besleme hızlarını belirlerken göz önünde bulundurulması gereken pratik hususları inceleyeceğiz.
Diş Açma Besleme Hızı Seçimi
Genel olarak tornalama, delik işleme, kanal açma ve benzeri işlemler için besleme hızı seçimini etkileyen faktörler; malzeme tipi, takım ucu yarıçapı, istenen yüzey kalitesi ve benzerleridir. Bu bağlamda, bu tür işlemlerde belirlenecek besleme hızı geniş bir aralığa sahiptir. Diş açma işleminde ise bu esneklik sınırlıdır. Diş açmada besleme hızını belirleyen ana etken hatve değil dişin ucudur. Emperyal ölçümle hazırlanan çizimlerde dişler, bir inç başına diş sayısı veya TPI ve nominal çap ile gösterilir.
Tornalama ve Diş Açma Arasındaki İlerleme Hızlarının Karşılaştırılması
Örneğin; çizimde 3.75-8 olarak gösterilen bir diş, dişin inç başına 8 dişe sahip olduğunu ve nominal çapının 3.750 olduğu anlamına gelmektedir. Tek başlangıçlı metrik dişlerin tamamı, diş çapına bağlı olarak standart diş adımına sahiptir. Örneğin; M24x3 olarak gösterilen bir diş, 24mm nominal çap içerisinde 3mm diş adımlı tek başlangıçlı metrik diştir. M7x0.75 açıklaması, milimetrenin dörtte üçü diş adımına ve 7 mm nominal çapa sahip tek başlangıçlı bir diştir. Kullanılan ölçü biriminden bağımsız olarak, doğru besleme hızının seçilmesi için en önemli terimler dişin ilerlemesi ve diş açma sayısıdır.
İlgili Yazılar
30- CNC Programlamada Kesici Yarıçap Ofseti Nedir?
Bir parçanın konturu, freze uygulamaları için normalde önce Z ekseninde
14- Takım Fonksiyonu Nedir?
Nümerik kontrol sistemine ve otomatik takım değiştiriciye sahip makine
31- Düzlem Seçimi Ne Demektir?
Kontur ve profil oluşturma işlemi, yaygın işleme operasyonları arasında
15- CNC Programlama İşleminde Referans Noktaları Nedir?
Önceki yazılarımızda, makine geometrisi ile parçanın kurulumu arasındaki temel
32-Kontur Frezeleme Nedir?
Her ne kadar karbür kesiciler talaş kaldırma işlemlerinde giderek
17- Konum Dengeleme İşlemi Nedir?
CNC programlama yapılırken referans noktaları arasındaki ilişkilerin ifadesi, önceden