43- Diş Açma Döngüsü
Bilgisayarlı kontrol sistemleri yaptıkları pek çok dahili hesaplamayı daha sonra kullanılmak üzere sistem belleğinde depolayabilir. Bu özellik diş çekme işleminde oldukça kullanışlıdır. Çünkü blok-blok diş açma işlemindeki takım hareketlerinin tekrarlanmasından kaçınmayı mümkün kılar ve programı önemli ölçüde kısaltır.

Diş Açma İşlemi
Daha iyi bir karşılaştırma ve basit bir diş açma döngüsünü anlamak için, daha önceki yazımızda da yer verdiğimiz G32 komutunu gösteren tabloyu düşünebilirsiniz (3000 inç dış çapta 12 TPI). Ve bu işlemde de aynı sonuçlar elde edilir. Bu döngü özelliğine genellikle Fanuc ve benzer kontrollerde G92 diş açma döngüsü ve aynı zamanda kutu diş açma döngüsü denir. Aşağıdaki şekilde G92 düz diş açma döngüsünün şematik gösterimini görebilirsiniz.
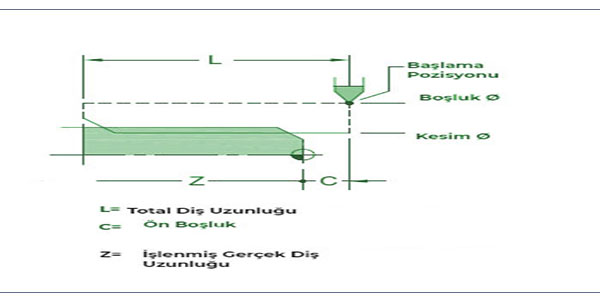
G92 Kodu ile Düz Diş Açma
Başka bir G92 komutunu da açıklamak gerekir. Bazı programcılar, freze uygulamalarında G92 komutunu mevcut takımın konumunu kaydetmek için de kullanabilirler. CNC tornalarda G92 yerine G50 kullanılır. Diş çekmede kullanılan G92’nin artık hiç kullanılmayan konum kayıt ayarı ile hiçbir alakası kalmamıştır. Bu yalnızca eski kontrol sistemlerinde kullanılır ve modern kontrol sistemlerinde yerini gelişmiş geometri ofsetlerine bırakmıştır. G92 diş çekme için döngü formatı:
G92 X ? Z ? F ?
Yeri:
X = Mevcut diş çekme geçiş çapı
Z = Diş uç konumu
F = İnç/devir başına diş açma besleme hızı
Program, gözle görülür şekilde G32’den farklı bir yapıya sahip olsa da tam olarak aynı işi yapacaktır.
Bilgisayarlı kontrol sistemleri yaptıkları pek çok dahili hesaplamayı daha sonra kullanılmak üzere sistem belleğinde depolayabilir. Bu özellik diş çekme işleminde oldukça kullanışlıdır. Çünkü blok-blok diş açma işlemindeki takım hareketlerinin tekrarlanmasından kaçınmayı mümkün kılar ve programı önemli ölçüde kısaltır.
Diş Açma İşlemi
Daha iyi bir karşılaştırma ve basit bir diş açma döngüsünü anlamak için, daha önceki yazımızda da yer verdiğimiz G32 komutunu gösteren tabloyu düşünebilirsiniz (3000 inç dış çapta 12 TPI). Ve bu işlemde de aynı sonuçlar elde edilir. Bu döngü özelliğine genellikle Fanuc ve benzer kontrollerde G92 diş açma döngüsü ve aynı zamanda kutu diş açma döngüsü denir. Aşağıdaki şekilde G92 düz diş açma döngüsünün şematik gösterimini görebilirsiniz.
G92 Kodu ile Düz Diş Açma
Başka bir G92 komutunu da açıklamak gerekir. Bazı programcılar, freze uygulamalarında G92 komutunu mevcut takımın konumunu kaydetmek için de kullanabilirler. CNC tornalarda G92 yerine G50 kullanılır. Diş çekmede kullanılan G92’nin artık hiç kullanılmayan konum kayıt ayarı ile hiçbir alakası kalmamıştır. Bu yalnızca eski kontrol sistemlerinde kullanılır ve modern kontrol sistemlerinde yerini gelişmiş geometri ofsetlerine bırakmıştır. G92 diş çekme için döngü formatı:
G92 X ? Z ? F ?
Yeri:
X = Mevcut diş çekme geçiş çapı
Z = Diş uç konumu
F = İnç/devir başına diş açma besleme hızı
Program, gözle görülür şekilde G32’den farklı bir yapıya sahip olsa da tam olarak aynı işi yapacaktır.
İlgili Yazılar
35- CNC Torna Döngüleri
Son yazımızda, torna prosedürlerinden tornalama ve delik işlemede takım
36- Torna Tezgahlarında Kanal Açma
CNC torna tezgahında kanal açma işlemi, çok adımlı bir
37- CNC Programlama Sürecinde Parça Kesme İşlemi Nedir?
Kesme olarak da adlandırılan parça kesme, torna işlerine özgü
38- Tek Noktadan Diş Açma
Birleştirme ve ayırma işlemleri sırasında iki parçayı zarar görmeden
49- CNC Programlamada Alt Programlar
Bir CNC programındaki karakter sayısı genellikle programın uzunluğunun ölçümünde
50- CNC Programlamada Veri Kaydırma İşlemi Nedir?
CNC programlarının çoğu, atölyede bulunan belirli bir makinede yapılacak