43- Diş Açma Döngüsü
Bilgisayarlı kontrol sistemleri yaptıkları pek çok dahili hesaplamayı daha sonra kullanılmak üzere sistem belleğinde depolayabilir. Bu özellik diş çekme işleminde oldukça kullanışlıdır. Çünkü blok-blok diş açma işlemindeki takım hareketlerinin tekrarlanmasından kaçınmayı mümkün kılar ve programı önemli ölçüde kısaltır.

Diş Açma İşlemi
Daha iyi bir karşılaştırma ve basit bir diş açma döngüsünü anlamak için, daha önceki yazımızda da yer verdiğimiz G32 komutunu gösteren tabloyu düşünebilirsiniz (3000 inç dış çapta 12 TPI). Ve bu işlemde de aynı sonuçlar elde edilir. Bu döngü özelliğine genellikle Fanuc ve benzer kontrollerde G92 diş açma döngüsü ve aynı zamanda kutu diş açma döngüsü denir. Aşağıdaki şekilde G92 düz diş açma döngüsünün şematik gösterimini görebilirsiniz.
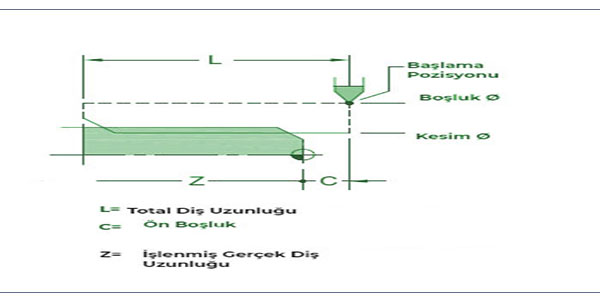
G92 Kodu ile Düz Diş Açma
Başka bir G92 komutunu da açıklamak gerekir. Bazı programcılar, freze uygulamalarında G92 komutunu mevcut takımın konumunu kaydetmek için de kullanabilirler. CNC tornalarda G92 yerine G50 kullanılır. Diş çekmede kullanılan G92’nin artık hiç kullanılmayan konum kayıt ayarı ile hiçbir alakası kalmamıştır. Bu yalnızca eski kontrol sistemlerinde kullanılır ve modern kontrol sistemlerinde yerini gelişmiş geometri ofsetlerine bırakmıştır. G92 diş çekme için döngü formatı:
G92 X ? Z ? F ?
Yeri:
X = Mevcut diş çekme geçiş çapı
Z = Diş uç konumu
F = İnç/devir başına diş açma besleme hızı
Program, gözle görülür şekilde G32’den farklı bir yapıya sahip olsa da tam olarak aynı işi yapacaktır.
Bilgisayarlı kontrol sistemleri yaptıkları pek çok dahili hesaplamayı daha sonra kullanılmak üzere sistem belleğinde depolayabilir. Bu özellik diş çekme işleminde oldukça kullanışlıdır. Çünkü blok-blok diş açma işlemindeki takım hareketlerinin tekrarlanmasından kaçınmayı mümkün kılar ve programı önemli ölçüde kısaltır.
Diş Açma İşlemi
Daha iyi bir karşılaştırma ve basit bir diş açma döngüsünü anlamak için, daha önceki yazımızda da yer verdiğimiz G32 komutunu gösteren tabloyu düşünebilirsiniz (3000 inç dış çapta 12 TPI). Ve bu işlemde de aynı sonuçlar elde edilir. Bu döngü özelliğine genellikle Fanuc ve benzer kontrollerde G92 diş açma döngüsü ve aynı zamanda kutu diş açma döngüsü denir. Aşağıdaki şekilde G92 düz diş açma döngüsünün şematik gösterimini görebilirsiniz.
G92 Kodu ile Düz Diş Açma
Başka bir G92 komutunu da açıklamak gerekir. Bazı programcılar, freze uygulamalarında G92 komutunu mevcut takımın konumunu kaydetmek için de kullanabilirler. CNC tornalarda G92 yerine G50 kullanılır. Diş çekmede kullanılan G92’nin artık hiç kullanılmayan konum kayıt ayarı ile hiçbir alakası kalmamıştır. Bu yalnızca eski kontrol sistemlerinde kullanılır ve modern kontrol sistemlerinde yerini gelişmiş geometri ofsetlerine bırakmıştır. G92 diş çekme için döngü formatı:
G92 X ? Z ? F ?
Yeri:
X = Mevcut diş çekme geçiş çapı
Z = Diş uç konumu
F = İnç/devir başına diş açma besleme hızı
Program, gözle görülür şekilde G32’den farklı bir yapıya sahip olsa da tam olarak aynı işi yapacaktır.
İlgili Yazılar
55- CNC Programlamada Sarmal Hareketli Frezeleme İşlemi Nedir?
Helisel hareketli frezeleme, kontrol sisteminde yer alan isteğe bağlı
56- CNC Programlamada Yatay İşleme
Geçmiş yazılarımızda pek çok programlama örneğine yer verdik. Tüm
14- Takım Fonksiyonu Nedir?
Nümerik kontrol sistemine ve otomatik takım değiştiriciye sahip makine
31- Düzlem Seçimi Ne Demektir?
Kontur ve profil oluşturma işlemi, yaygın işleme operasyonları arasında
15- CNC Programlama İşleminde Referans Noktaları Nedir?
Önceki yazılarımızda, makine geometrisi ile parçanın kurulumu arasındaki temel
32-Kontur Frezeleme Nedir?
Her ne kadar karbür kesiciler talaş kaldırma işlemlerinde giderek