44- Diş Açma Süreci
Diş açma, modern makine atölyelerindeki otomatik programlama görevlerinin başında gelir. Ancak CNC tornalarda yapılan en zor işlemlerden biri haline de gelebilir. Başlangıçta, tüm kesme parametrelerinin tanımlandığı takım yolu için programlama kolay bir süreç gibi görünebilir. Fakat pratik durum teoriden çok farklıdır. Bu konu üzerinde, sıra dışı parça sorunlarına ve doğru görünmeyen normal parça sorunlarına çözüm ararken tartışılabilir. Deneyimli bir programcı, tüm çözümler tükendiğinde kendine alternatifler yaratma yetenek ve becerisine sahip olmalıdır. Bu yetenek, karşılaşılan herhangi bir problemin çözümünde kilit rol oynar ve aynı şekilde diş açma ile ilgili sorunlara da uygulanabilir.
Diş Açma İşlemi Nedir?
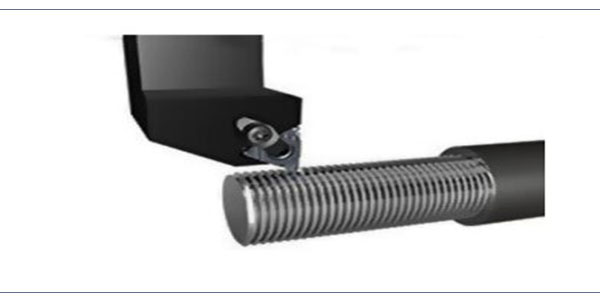
Diş çekme sırasında zorluk yaratan durum kesici takımdır. Tek noktadan diş çekme takımı, diğer kesme takımlarına benzemez. Diş açma takım tutucu her ne kadar tarete monte edilen diğer aletlere benzer olsa da, uç her zaman benzersizdir. Diş açma takımı kesmenin yanı sıra diş şeklini de oluşturur. Genel olarak diş açma takımı, bitmiş diş şekli ile birebir uyumludur. Diş çekme takımının tarete takılması, kesilen diş türünden bağımsız olarak makine iş mili merkez hattına 90 derecede (veya paralelinde) yapılabilir. Takımın hangi yöne monte edileceğine, iş mili merkez hattına göre diş açısı göz önünde bulundurularak karar verilir. Takımın taret yüzü ile kare şeklinde monte edilmesi önemlidir. Açılarda küçük bir sapma bile, bitmiş diş üzerinde olumsuz bir etki yaratacaktır.
Diş Açma Adımları
60° V tipi genel diş açma ucu ile 80° kaba tornalama / delik işleme ucu karşılaştırıldığında, bazı ilginç sonuçlar elde edilir;
| Açıklama | Diş açma takımı: 60° dahili açı |
Torna Takımı:
80° dahili açı |
|---|---|---|
| Takım ucu yarıçapı | Neredeyse keskin uç | 0.8 mm (0.0313″) |
| Dahili takım açısı | 60° +
ZAYIF destek |
80° +
GÜÇLÜ destek |
| Tipik kesme besleme hızı | 6,5 mm/devire kadar +
(0,25 inç/devir) + |
0,4 – 0,8 mm/devir
(0,015 – 0,03 inç/devir) |
| Tipik kesme derinliği | Çok Küçük | Orta veya Büyük |
Bu tür karşılaştırmalar adil olmamakla birlikte, tablodaki veriler kesinlikle bilimsel temellere sahip değildir. Ancak diş açma için çok önemli bir sonucu gösteriyor: en zayıf takım en ağır işi yapar. Tablodaki veriler, dolaylı olarak da olsa çok ince adımlı bir dişin dahi tek bir diş açma geçişi ile işlenemeyeceğini göstermektedir. Tek bir geçiş, iyi ihtimalle düşük kaliteli, büyük olasılıkla kullanılamaz bir diş üretecektir ve takım ömrünü de önemli ölçüde azaltacaktır. Dişi, her geçişte diş derinliğini belirli bir oranda artıran küçük geçişler olarak programlamak sağlıklı bir yaklaşım olacaktır.
Diş açma, modern makine atölyelerindeki otomatik programlama görevlerinin başında gelir. Ancak CNC tornalarda yapılan en zor işlemlerden biri haline de gelebilir. Başlangıçta, tüm kesme parametrelerinin tanımlandığı takım yolu için programlama kolay bir süreç gibi görünebilir. Fakat pratik durum teoriden çok farklıdır. Bu konu üzerinde, sıra dışı parça sorunlarına ve doğru görünmeyen normal parça sorunlarına çözüm ararken tartışılabilir. Deneyimli bir programcı, tüm çözümler tükendiğinde kendine alternatifler yaratma yetenek ve becerisine sahip olmalıdır. Bu yetenek, karşılaşılan herhangi bir problemin çözümünde kilit rol oynar ve aynı şekilde diş açma ile ilgili sorunlara da uygulanabilir.
Diş Açma İşlemi Nedir?
Diş çekme sırasında zorluk yaratan durum kesici takımdır. Tek noktadan diş çekme takımı, diğer kesme takımlarına benzemez. Diş açma takım tutucu her ne kadar tarete monte edilen diğer aletlere benzer olsa da, uç her zaman benzersizdir. Diş açma takımı kesmenin yanı sıra diş şeklini de oluşturur. Genel olarak diş açma takımı, bitmiş diş şekli ile birebir uyumludur. Diş çekme takımının tarete takılması, kesilen diş türünden bağımsız olarak makine iş mili merkez hattına 90 derecede (veya paralelinde) yapılabilir. Takımın hangi yöne monte edileceğine, iş mili merkez hattına göre diş açısı göz önünde bulundurularak karar verilir. Takımın taret yüzü ile kare şeklinde monte edilmesi önemlidir. Açılarda küçük bir sapma bile, bitmiş diş üzerinde olumsuz bir etki yaratacaktır.
Diş Açma Adımları
60° V tipi genel diş açma ucu ile 80° kaba tornalama / delik işleme ucu karşılaştırıldığında, bazı ilginç sonuçlar elde edilir;
| Açıklama | Diş açma takımı: 60° dahili açı |
Torna Takımı:
80° dahili açı |
|---|---|---|
| Takım ucu yarıçapı | Neredeyse keskin uç | 0.8 mm (0.0313″) |
| Dahili takım açısı | 60° +
ZAYIF destek |
80° +
GÜÇLÜ destek |
| Tipik kesme besleme hızı | 6,5 mm/devire kadar +
(0,25 inç/devir) + |
0,4 – 0,8 mm/devir
(0,015 – 0,03 inç/devir) |
| Tipik kesme derinliği | Çok Küçük | Orta veya Büyük |
Bu tür karşılaştırmalar adil olmamakla birlikte, tablodaki veriler kesinlikle bilimsel temellere sahip değildir. Ancak diş açma için çok önemli bir sonucu gösteriyor: en zayıf takım en ağır işi yapar. Tablodaki veriler, dolaylı olarak da olsa çok ince adımlı bir dişin dahi tek bir diş açma geçişi ile işlenemeyeceğini göstermektedir. Tek bir geçiş, iyi ihtimalle düşük kaliteli, büyük olasılıkla kullanılamaz bir diş üretecektir ve takım ömrünü de önemli ölçüde azaltacaktır. Dişi, her geçişte diş derinliğini belirli bir oranda artıran küçük geçişler olarak programlamak sağlıklı bir yaklaşım olacaktır.
İlgili Yazılar
51- CNC Programlamada Ayna Görüntüsü Ne Anlama Gelmektedir?
CNC programlarını geliştirmenin amacı, parça ya da makine üzerindeki
52- CNC Programlamada Koordinat Döndürme İşlemi Nedir?
Programlanmış bir takım hareketinin ortogonal yönde oluşturduğu model, kontur
27- CNC İşleme Sürecinde Delik Deseni Nedir?
İşleme süreci içerisinde delme, raybalama, kılavuz çekme ve benzeri
28- CNC Programlama Sürecinde Alın Frezeleme İşlemi Nedir?
Yüzey frezeleme, işlenmiş parçanın yüksekliğini istenen ölçülerde ayarlamak için
13- CNC Programlamada Besleme Hızı Kontrolü ve Önemi Nedir?
Besleme hızı, CNC programında mil işlevlerini en çok ilgilendiren
29- Dairesel İnterpolasyon Nedir?
Çoğu CNC programlamada, konturlama için kullanılabilen iki tip hareket