46- CNC İşlemede Takım Referans Noktası Nedir?
İyi bir işleme ortamının sağlanması için takım kurulumu kritik bir öneme sahiptir. Tüm takımlarda olduğu gibi dahili ve harici diş açma takımlarının da iyi kuruluma sahip olmaları oldukça önemlidir. Takım kesme kenarı doğru şekilde yerleştirilmeli, güvenli şekilde monte edilmeli ve doğru tipte seçilmelidir. Kurulumda kullanılan takım referans noktası da oldukça kritiktir.

CNC Makinede Parça İşleme
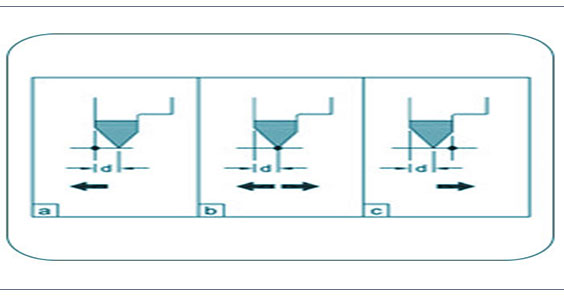
Diş çekme takımı için referans noktasının belirlenmesi, diğer tüm torna takımlarından daha fazla dikkat gerektirir. Yukarıdaki şekilde programlama sıklığı ile orantılı olarak üç olasılık gösterilmektedir. C ile kodlanan üçüncü şekil en az kullanılanıdır ve nadiren karşılaşılan soldan diş açma işlemleri dışında programcıya hiçbir katkısı yoktur ki çoğu işlemde ilk iki tür de oldukça verimlidir.
Diş Açma Takım Ucu Ayarı Nasıl Yapılır?
A görselindeki gibi diş açma takımı uç ayarı, genel kullanım dişler için en uygun seçimdir. B konfigürasyonu, açık çapta sona eren dişler için uygundur. C konfigürasyonu ise daha önce bahsettiğimiz gibi soldan diş çekme işlemleri için olası ayarı göstermektedir.

Dikey İşleme Merkezi
İşleme operasyonlarında amaç, herhangi bir diş tipi için kurulum standartlarını belirlemek olduğunda, A çizimine uygun takım referans noktası seçimi en çok tercih edilen ve istenendir. Bu ayar bir dişin nasıl bittiğinden bağımsız olarak en uygun ayardır. Ayrıca parçaya yakından ölçüm yapıldığından, en güvenli yöntemdir. Bazı durumlarda, programlanan kenar ile gerçek kenar arasında fark payı bırakma ihtiyacı olabilir. Takım kataloglarında bu değeri tam olarak bulabilir veya genel kural olarak bu değer yerine diş açma ucu genişliğinin yarısını kullanabilirsiniz.
İyi bir işleme ortamının sağlanması için takım kurulumu kritik bir öneme sahiptir. Tüm takımlarda olduğu gibi dahili ve harici diş açma takımlarının da iyi kuruluma sahip olmaları oldukça önemlidir. Takım kesme kenarı doğru şekilde yerleştirilmeli, güvenli şekilde monte edilmeli ve doğru tipte seçilmelidir. Kurulumda kullanılan takım referans noktası da oldukça kritiktir.
CNC Makinede Parça İşleme
Diş çekme takımı için referans noktasının belirlenmesi, diğer tüm torna takımlarından daha fazla dikkat gerektirir. Yukarıdaki şekilde programlama sıklığı ile orantılı olarak üç olasılık gösterilmektedir. C ile kodlanan üçüncü şekil en az kullanılanıdır ve nadiren karşılaşılan soldan diş açma işlemleri dışında programcıya hiçbir katkısı yoktur ki çoğu işlemde ilk iki tür de oldukça verimlidir.
Diş Açma Takım Ucu Ayarı Nasıl Yapılır?
A görselindeki gibi diş açma takımı uç ayarı, genel kullanım dişler için en uygun seçimdir. B konfigürasyonu, açık çapta sona eren dişler için uygundur. C konfigürasyonu ise daha önce bahsettiğimiz gibi soldan diş çekme işlemleri için olası ayarı göstermektedir.
Dikey İşleme Merkezi
İşleme operasyonlarında amaç, herhangi bir diş tipi için kurulum standartlarını belirlemek olduğunda, A çizimine uygun takım referans noktası seçimi en çok tercih edilen ve istenendir. Bu ayar bir dişin nasıl bittiğinden bağımsız olarak en uygun ayardır. Ayrıca parçaya yakından ölçüm yapıldığından, en güvenli yöntemdir. Bazı durumlarda, programlanan kenar ile gerçek kenar arasında fark payı bırakma ihtiyacı olabilir. Takım kataloglarında bu değeri tam olarak bulabilir veya genel kural olarak bu değer yerine diş açma ucu genişliğinin yarısını kullanabilirsiniz.
İlgili Yazılar
3- CNC Tornalama İşlemi Nedir?
Hemen hemen tüm metal işleme atölyelerinde üniversal ve revolver
4- Koordinat Geometrisi
Koordinat Geometrisi Matematikte koordinat sistemi olarak bilinen bir konunun
5- Kontrol Sistemi Nedir?
Kontrol Sistemi CNC makinesinin tanımı, bilgisayarlı nümerik kontrol sistemi
6- Program Planlaması Nedir?
Herhangi bir CNC programının geliştirme aşamaları dikkatlice planlanmış bir
7- Parça Program Yapısı Nasıl Oluşturulmalıdır?
Parça Program Yapısı CNC programı, parça işlenirken takip edilecek
8- CNC Proglamlamalarında Hazırlık Komutları Nedir?
Hazırlık Komutları Genellikle G kodu olarak bilinen G adresi