50- CNC Programlamada Veri Kaydırma İşlemi Nedir?
CNC programlarının çoğu, atölyede bulunan belirli bir makinede yapılacak tek bir iş için yapılan programlardır. Bu tip bir işin kendine özgü farkları, gereksinimleri ve kendi takım yolu vardır. Takım yolu, CNC programının tüm özellikleri göz önüne alındığında, belki de en önemlisidir.
CNC Tornanın Programlanması
CNC programcısının ana sorumluluğu, herhangi bir iş için işlevsel bir takım yolunu hatasız ve en verimli şekilde geliştirmektir. Takım yolu geliştirme, eldeki işe özgü işleme modelini temsil ettiği için çok önemlidir.
Çoğu programlamada geliştirilen model, yalnızca verilen işte kullanılmaktadır ve diğer CNC programlarıyla bir ilgisi yoktur. Çoğunlukla programcılar, daha önce geliştirilen işleme modelinin yeni işlerde de kullanılabileceği durumlarla karşılaşmaktadır. Bu durum, programların daha verimli bir şekilde geliştirilmelerini ve pek çok uygulama için hatasız CNC programları üretmede destekleyicidir.
G28 Tezgahı Sıfır Noktası
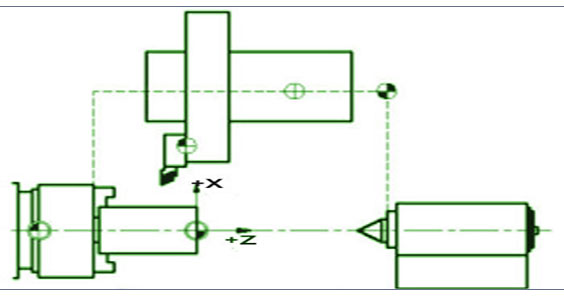
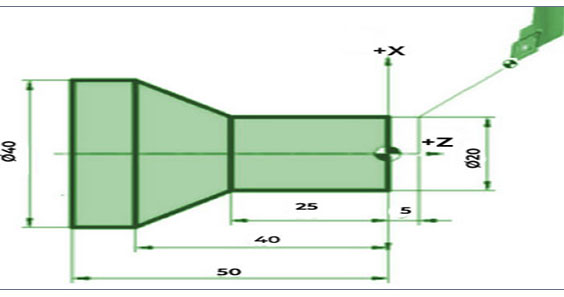
Bu sorunu ele alan yönteme, İşleme modelinin çevirisi ya da daha yaygın karşılaşılan adıyla veri kayması denilmektedir. Bu yönteme verilebilecek en tipik örnek, program sıfır noktasının orijinal konumundan, geçici bir konuma değiştirilmesidir.
Diğer programlama yöntemleri, daha sonra sitemizde yer vereceğimiz Koordinat döndürme ve Ölçekleme başlığı altında açıklanan ayna görüntüsüdür.
Bu bölüm, İşleme modeli çevirisi olarak da bilinen veri kaydırmasını ayrıntılı olarak açıklamaktadır. Bu, çeşitli şekillerde uygulanabilen ve gelişmiş tüm CNC sistemlerinin temel bir özelliğidir.
CNC programlarının çoğu, atölyede bulunan belirli bir makinede yapılacak tek bir iş için yapılan programlardır. Bu tip bir işin kendine özgü farkları, gereksinimleri ve kendi takım yolu vardır. Takım yolu, CNC programının tüm özellikleri göz önüne alındığında, belki de en önemlisidir.
CNC Tornanın Programlanması
CNC programcısının ana sorumluluğu, herhangi bir iş için işlevsel bir takım yolunu hatasız ve en verimli şekilde geliştirmektir. Takım yolu geliştirme, eldeki işe özgü işleme modelini temsil ettiği için çok önemlidir.
Çoğu programlamada geliştirilen model, yalnızca verilen işte kullanılmaktadır ve diğer CNC programlarıyla bir ilgisi yoktur. Çoğunlukla programcılar, daha önce geliştirilen işleme modelinin yeni işlerde de kullanılabileceği durumlarla karşılaşmaktadır. Bu durum, programların daha verimli bir şekilde geliştirilmelerini ve pek çok uygulama için hatasız CNC programları üretmede destekleyicidir.
G28 Tezgahı Sıfır Noktası
Bu sorunu ele alan yönteme, İşleme modelinin çevirisi ya da daha yaygın karşılaşılan adıyla veri kayması denilmektedir. Bu yönteme verilebilecek en tipik örnek, program sıfır noktasının orijinal konumundan, geçici bir konuma değiştirilmesidir.
Diğer programlama yöntemleri, daha sonra sitemizde yer vereceğimiz Koordinat döndürme ve Ölçekleme başlığı altında açıklanan ayna görüntüsüdür.
Bu bölüm, İşleme modeli çevirisi olarak da bilinen veri kaydırmasını ayrıntılı olarak açıklamaktadır. Bu, çeşitli şekillerde uygulanabilen ve gelişmiş tüm CNC sistemlerinin temel bir özelliğidir.
İlgili Yazılar
43- Diş Açma Döngüsü
Bilgisayarlı kontrol sistemleri yaptıkları pek çok dahili hesaplamayı daha
47- Diş Açma Uygulamalarındaki Tekrarlamalı Döngü
Önceki birkaç konuda tornalama ve delik işlemede kullanılan farklı
39- CNC Programlama İşleminde Diş Besleme Yöntemleri Nelerdir?
Diş çekme takımlarının malzemeye girişi farklı şekillerde programlanabilir. En
40- CNC Programlamada Bileşik Besleme Hesaplamaları Nasıl Yapılır?
Bileşik (yan) besleme, gelişmiş G76 diş çekme döngüsü ile
61- Programlama Sürecinde CNC İşleme
GENEL BAKIŞ Bir parça için program tamamen tamamlanıp atölyeye
62- CNC Programlamada Cihaz Arayüzü
Hatalardan arındırılmış ve en iyi performansı elde etmek üzere