53- CNC Programlandırma Sürecinde Ölçeklendirme Fonksiyonu
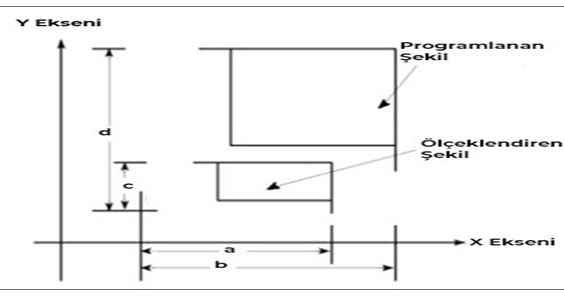
Normalde, CNC işleme merkezi için programlanmış bir takım hareketi, bazı durumlarda kesici yarıçap ofsetinin etkin olduğu çizim boyutlarını temsil eder. Ve yine önceden programlanmış olan takım yolunun tekrarlanması, orijinalden farklı boyutların işlenmesi gerektiği ve aynı zamanda orantılı kaldığı bir durum olabilir. Bu sonucu elde etmek için ölçeklendirme fonksiyonu adı verilen bir özellik kullanılabilir. Aşağıdaki iki öğeye dikkat edin:
- Ölçeklendirme fonksiyonu birçok kontrolde bir seçenek olarak gelir ancak her makinede bulunmayabilir.
- Bu fonksiyon için bazı sistem parametreleri de kullanılabilir.
CNC programlamada esneklik kazanmak için, bu yazımızda bahsettiğimiz ölçeklendirme fonksiyonu, önceki yazılarımızda bahsettiğimiz veri kaydırma, ayna görüntüsü ve koordinat döndürme gibi farklı programlama fonksiyonları ile birlikte kullanılabilir.
Ölçeklendirme İşlemi
AÇIKLAMA
CNC makine sistemi, programlanmış hareketlere ölçeklendirme fonksiyonu uyguladığında bu, tüm eksenler için programlanmış değerlerin değişeceği anlamına gelir.
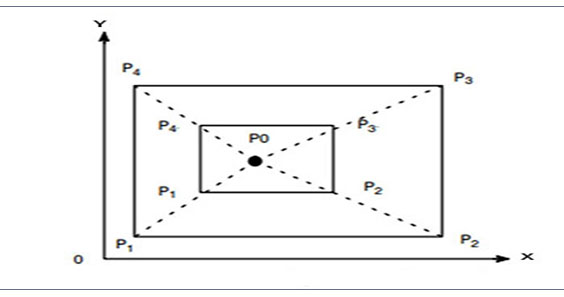
Ölçeklendirme işlemi, tanımlı ölçeklendirme merkez noktasına bağlı olarak programlanmış eksen değerinin ölçeklendirme faktörü ile çarpılmasıdır. Burada CNC programcısı tarafından sisteme hem ölçeklendirme merkezi hem de ölçeklendirme faktörü tanımlanmalıdır.
Kontrol sistemine verilecek bir parametre aracılığı ile üç ana eksenin her biri için ölçeklendirme etkinleştirilebilir ya da etkisiz hale getirilebilir. Ancak bu işlem herhangi bir ek eksen için yapılamaz. Ölçeklendirme çoğunlukla sadece X ve Y eksenlerinde kullanılır.
Ölçeklendirme Komut Detayları
Belirli ayarların ve önceden belirlenmiş miktarların, ölçeklendirme fonksiyonundan etkilenmediği tam olarak kontrol edilmelidir. Ölçeklendirme fonksiyonu etkinse, aşağıdaki ofset işlevleri değişmeyecektir:
- Kesici yarıçap ofset miktarı: G41-G42 / D
- Takım boyu ofset miktarı: G43-G44 / H
- Takım konumu ofset miktarı: G45-G48 / H
Sabit döngülerde, ölçeklendirme fonksiyonundan etkilenmeyen iki farklı durum daha bulunur:
- G76 ve G87 döngülerinde X ve Y kaydırma miktarları
- G83 ve G73 döngülerinde gaga delme derinliği Q
- G83 ve G73 döngüleri için depolanan kurtarma miktarı
Normalde, CNC işleme merkezi için programlanmış bir takım hareketi, bazı durumlarda kesici yarıçap ofsetinin etkin olduğu çizim boyutlarını temsil eder. Ve yine önceden programlanmış olan takım yolunun tekrarlanması, orijinalden farklı boyutların işlenmesi gerektiği ve aynı zamanda orantılı kaldığı bir durum olabilir. Bu sonucu elde etmek için ölçeklendirme fonksiyonu adı verilen bir özellik kullanılabilir. Aşağıdaki iki öğeye dikkat edin:
- Ölçeklendirme fonksiyonu birçok kontrolde bir seçenek olarak gelir ancak her makinede bulunmayabilir.
- Bu fonksiyon için bazı sistem parametreleri de kullanılabilir.
CNC programlamada esneklik kazanmak için, bu yazımızda bahsettiğimiz ölçeklendirme fonksiyonu, önceki yazılarımızda bahsettiğimiz veri kaydırma, ayna görüntüsü ve koordinat döndürme gibi farklı programlama fonksiyonları ile birlikte kullanılabilir.
Ölçeklendirme İşlemi
AÇIKLAMA
CNC makine sistemi, programlanmış hareketlere ölçeklendirme fonksiyonu uyguladığında bu, tüm eksenler için programlanmış değerlerin değişeceği anlamına gelir.
Ölçeklendirme işlemi, tanımlı ölçeklendirme merkez noktasına bağlı olarak programlanmış eksen değerinin ölçeklendirme faktörü ile çarpılmasıdır. Burada CNC programcısı tarafından sisteme hem ölçeklendirme merkezi hem de ölçeklendirme faktörü tanımlanmalıdır.
Kontrol sistemine verilecek bir parametre aracılığı ile üç ana eksenin her biri için ölçeklendirme etkinleştirilebilir ya da etkisiz hale getirilebilir. Ancak bu işlem herhangi bir ek eksen için yapılamaz. Ölçeklendirme çoğunlukla sadece X ve Y eksenlerinde kullanılır.
Ölçeklendirme Komut Detayları
Belirli ayarların ve önceden belirlenmiş miktarların, ölçeklendirme fonksiyonundan etkilenmediği tam olarak kontrol edilmelidir. Ölçeklendirme fonksiyonu etkinse, aşağıdaki ofset işlevleri değişmeyecektir:
- Kesici yarıçap ofset miktarı: G41-G42 / D
- Takım boyu ofset miktarı: G43-G44 / H
- Takım konumu ofset miktarı: G45-G48 / H
Sabit döngülerde, ölçeklendirme fonksiyonundan etkilenmeyen iki farklı durum daha bulunur:
- G76 ve G87 döngülerinde X ve Y kaydırma miktarları
- G83 ve G73 döngülerinde gaga delme derinliği Q
- G83 ve G73 döngüleri için depolanan kurtarma miktarı
İlgili Yazılar
39- CNC Programlama İşleminde Diş Besleme Yöntemleri Nelerdir?
Diş çekme takımlarının malzemeye girişi farklı şekillerde programlanabilir. En
40- CNC Programlamada Bileşik Besleme Hesaplamaları Nasıl Yapılır?
Bileşik (yan) besleme, gelişmiş G76 diş çekme döngüsü ile
35- CNC Torna Döngüleri
Son yazımızda, torna prosedürlerinden tornalama ve delik işlemede takım
36- Torna Tezgahlarında Kanal Açma
CNC torna tezgahında kanal açma işlemi, çok adımlı bir
37- CNC Programlama Sürecinde Parça Kesme İşlemi Nedir?
Kesme olarak da adlandırılan parça kesme, torna işlerine özgü
38- Tek Noktadan Diş Açma
Birleştirme ve ayırma işlemleri sırasında iki parçayı zarar görmeden