31- Düzlem Seçimi Ne Demektir?
Kontur ve profil oluşturma işlemi, yaygın işleme operasyonları arasında delik açma ile birlikte en yaygın kullanılan CNC uygulamasıdır.
Kontur işlemi esnasında takım hareketi için en az 3 farklı programlama yöntemi bulunmaktadır;
- Yalnızca tek bir eksen boyunca takım hareketinin programlanması,
- Aynı anda iki eksen boyunca takım hareketinin programlanması,
- Aynı anda üç eksen boyunca takım hareketinin programlanması.
Programlamada uygulanabilecek dördüncü ve beşinci eksen hareketi de vardır fakat CNC işleme merkezlerinde her zaman aynı anda olmamak kaydıyla, hemen her zaman üç eksenle çalışılır. Bu durum dünyamızın üç boyutlu özelliğini yansıtır.
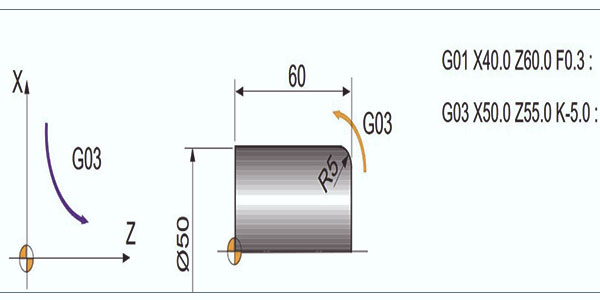
G02 G03 Komutunu Kullanarak Dairesel Hareket
Bu yazıda geçen konular sadece CNC freze sistemleri için geçerlidir. Çünkü torna sistemleri iki eksen kullanan ve düzlemlere ihtiyaç duyulmayan sistemlerdir. CNC tornalarda kullanılan canlı takım konusu bu yazımıza dahil edilmemiştir.
Programlamada mutlak bir noktayı, X, Y ve Z eksenleri üzerinde belirtilen üç koordinatla tanımlarız. Programlanmış hızlı hareket (G00) ve doğrusal hareket (G01), programlanmış takım hareketi, güvenli olduğu sürece aynı anda çok sayıda ekseni kullanabilir. Burada dikkat edilmesi gereken özel bir husus ya da ek programlamaya ihtiyaç duyulmaz.
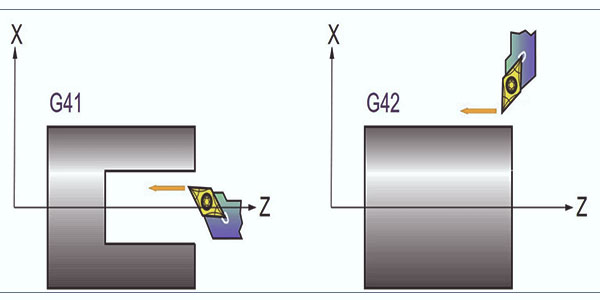
G41 G42 Kodu ile Kesici Yarıçap Ofseti
Tabii ki aşağıdaki üç programlama prosedüründeki gibi çeşitli hususların önemli ölçüde değiştiği durumlarda durum böyle değildir:
- G02 veya G03 komutunu kullanarak dairesel hareket,
- G41 veya G42 komutunu kullanarak kesici yarıçap ofseti,
- G81 ila G89 komutlarını veya G73, G74 ve G76 komutlarını kullanan sabit döngüler.
Her üç durumda programcı, kontrol sisteminin özel bir ayarını dikkate almalıdır. Bu işleme düzlemi seçimi denir.
Kontur ve profil oluşturma işlemi, yaygın işleme operasyonları arasında delik açma ile birlikte en yaygın kullanılan CNC uygulamasıdır.
Kontur işlemi esnasında takım hareketi için en az 3 farklı programlama yöntemi bulunmaktadır;
- Yalnızca tek bir eksen boyunca takım hareketinin programlanması,
- Aynı anda iki eksen boyunca takım hareketinin programlanması,
- Aynı anda üç eksen boyunca takım hareketinin programlanması.
Programlamada uygulanabilecek dördüncü ve beşinci eksen hareketi de vardır fakat CNC işleme merkezlerinde her zaman aynı anda olmamak kaydıyla, hemen her zaman üç eksenle çalışılır. Bu durum dünyamızın üç boyutlu özelliğini yansıtır.
G02 G03 Komutunu Kullanarak Dairesel Hareket
Bu yazıda geçen konular sadece CNC freze sistemleri için geçerlidir. Çünkü torna sistemleri iki eksen kullanan ve düzlemlere ihtiyaç duyulmayan sistemlerdir. CNC tornalarda kullanılan canlı takım konusu bu yazımıza dahil edilmemiştir.
Programlamada mutlak bir noktayı, X, Y ve Z eksenleri üzerinde belirtilen üç koordinatla tanımlarız. Programlanmış hızlı hareket (G00) ve doğrusal hareket (G01), programlanmış takım hareketi, güvenli olduğu sürece aynı anda çok sayıda ekseni kullanabilir. Burada dikkat edilmesi gereken özel bir husus ya da ek programlamaya ihtiyaç duyulmaz.
G41 G42 Kodu ile Kesici Yarıçap Ofseti
Tabii ki aşağıdaki üç programlama prosedüründeki gibi çeşitli hususların önemli ölçüde değiştiği durumlarda durum böyle değildir:
- G02 veya G03 komutunu kullanarak dairesel hareket,
- G41 veya G42 komutunu kullanarak kesici yarıçap ofseti,
- G81 ila G89 komutlarını veya G73, G74 ve G76 komutlarını kullanan sabit döngüler.
Her üç durumda programcı, kontrol sisteminin özel bir ayarını dikkate almalıdır. Bu işleme düzlemi seçimi denir.
İlgili Yazılar
21- CNC Programlamada Makine Referans Pozisyonu Nedir?
Kontrol sisteminin kesici takımı bulunduğu konumdan makine referans konumuna
22- CNC Programlamada Doğrusal İnterpolasyon Nedir?
GENEL BAKIŞ Doğrusal interpolasyon ve hızlı konumlandırma hareketi birbiri
23- Kontrol ve Makine Kılavuzunda Blok Atlama Fonksiyonu Nedir?
Kontrol ve makine kılavuzunda blok atlama işlevi blok silme
24- CNC Programlamalarında Bekleme Komutu Hakkında Bilinmesi Gerekenler Nelerdir?
CNC programlarında, işleme sırasında uygulanan kasıtlı duraklama ve gecikmelere
9- CNC Programlamada Çeşitli Fonksiyonlar
CNC programında gördüğünüz M kodu, çoğunlukla makine işlevlerini tanımlamakta
10- CNC Programlamada Sıralı Blok Nedir?
CNC programında yer alan her bir satıra blok denir.