21- CNC Programlamada Makine Referans Pozisyonu Nedir?
Kontrol sisteminin kesici takımı bulunduğu konumdan makine referans konumuna getirme yetenekleri, günümüz CNC sistemlerinin sunduğu en kritik özelliklerden biridir.
Programcı ve operatörler için makine referans konumu ile ana konum ya da makine sıfır konumu aynı anlama gelir. Bu konum, her eksenin hareket sınırlarından birinde o anki makine kızaklarının konumudur. Tam konumu makine üreticisi tarafından belirlenen bu veri, makinenin çalışma ömrü boyunca sabit kalır.
Kontrol sisteminden komut verilmesi durumunda, MDI işleminde ya da bir program kullanılarak bu konuma dönüş otomatik olarak sağlanır.
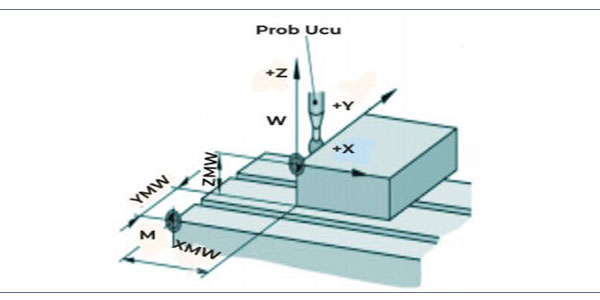
Prob Ucu Sıfır Noktası Tanıtılması
MAKİNE REFERANS POZİSYONU
Makine referans konumu, işlem öncesi ayarların yapılması amaçlıdır. Bir CNC makinesinin gerçekten hassas bir işleme makinesi olabilmesi için, yüksek kaliteli bileşenler haricinde makine başlangıç noktası olarak kabul edilebilecek bir ana konuma sahip olması gerekir.
Makine referans konumu tam olarak bu işlevi görür. Makine sıfır noktası, CNC makinelerinde ihtiyaç duyulması halinde kontrol paneli, MDI ya da bir program kodunun çalıştırılması aracılığıyla erişilebilen sabit bir konumdur.

Tornada Parça İşleme
İşleme Merkezleri
CNC işleme merkezlerinin tasarımı her model için farklılıklara sahip olsa da, XY görünümünde makine sıfır noktası için yalnızca dört olası konum vardır:
- Makinenin sol alt köşesi
- Makinenin sol üst köşesi
- Makinenin sağ alt köşesi
- Makinenin sağ üst köşesi
Yeni bir programa başlanırken ilk bölümün makine sıfır konumundan başlatılması oldukça yaygın ve normal bir durumdur. Çoğunlukla makine sıfır konumunda yapılan takım değişikliği sonrası ve program sona erdiğinde buraya dönmek gerekli olur. Bu nedenle yukarıda saydığımız dört alternatiften bir ya da birkaçı, parça kurulumu ve işleme yapıldıktan sonra parçanın çıkarılması için uygun olmayabilir.
Kontrol sisteminin kesici takımı bulunduğu konumdan makine referans konumuna getirme yetenekleri, günümüz CNC sistemlerinin sunduğu en kritik özelliklerden biridir.
Programcı ve operatörler için makine referans konumu ile ana konum ya da makine sıfır konumu aynı anlama gelir. Bu konum, her eksenin hareket sınırlarından birinde o anki makine kızaklarının konumudur. Tam konumu makine üreticisi tarafından belirlenen bu veri, makinenin çalışma ömrü boyunca sabit kalır.
Kontrol sisteminden komut verilmesi durumunda, MDI işleminde ya da bir program kullanılarak bu konuma dönüş otomatik olarak sağlanır.
Prob Ucu Sıfır Noktası Tanıtılması
MAKİNE REFERANS POZİSYONU
Makine referans konumu, işlem öncesi ayarların yapılması amaçlıdır. Bir CNC makinesinin gerçekten hassas bir işleme makinesi olabilmesi için, yüksek kaliteli bileşenler haricinde makine başlangıç noktası olarak kabul edilebilecek bir ana konuma sahip olması gerekir.
Makine referans konumu tam olarak bu işlevi görür. Makine sıfır noktası, CNC makinelerinde ihtiyaç duyulması halinde kontrol paneli, MDI ya da bir program kodunun çalıştırılması aracılığıyla erişilebilen sabit bir konumdur.
Tornada Parça İşleme
İşleme Merkezleri
CNC işleme merkezlerinin tasarımı her model için farklılıklara sahip olsa da, XY görünümünde makine sıfır noktası için yalnızca dört olası konum vardır:
- Makinenin sol alt köşesi
- Makinenin sol üst köşesi
- Makinenin sağ alt köşesi
- Makinenin sağ üst köşesi
Yeni bir programa başlanırken ilk bölümün makine sıfır konumundan başlatılması oldukça yaygın ve normal bir durumdur. Çoğunlukla makine sıfır konumunda yapılan takım değişikliği sonrası ve program sona erdiğinde buraya dönmek gerekli olur. Bu nedenle yukarıda saydığımız dört alternatiften bir ya da birkaçı, parça kurulumu ve işleme yapıldıktan sonra parçanın çıkarılması için uygun olmayabilir.
İlgili Yazılar
49- CNC Programlamada Alt Programlar
Bir CNC programındaki karakter sayısı genellikle programın uzunluğunun ölçümünde
50- CNC Programlamada Veri Kaydırma İşlemi Nedir?
CNC programlarının çoğu, atölyede bulunan belirli bir makinede yapılacak
51- CNC Programlamada Ayna Görüntüsü Ne Anlama Gelmektedir?
CNC programlarını geliştirmenin amacı, parça ya da makine üzerindeki
52- CNC Programlamada Koordinat Döndürme İşlemi Nedir?
Programlanmış bir takım hareketinin ortogonal yönde oluşturduğu model, kontur
53- CNC Programlandırma Sürecinde Ölçeklendirme Fonksiyonu
Normalde, CNC işleme merkezi için programlanmış bir takım hareketi,
54- CNC Torna Aksesuarları Nelerdir?
Herhangi bir CNC makinesini, belirli bir şekilde daha işlevsel