36- Torna Tezgahlarında Kanal Açma
CNC torna tezgahında kanal açma işlemi, çok adımlı bir işleme sürecidir. Kanal açma terimi, genellikle silindir, koni veya parçanın bir yüzünde belirli bir derinliğe sahip dar bir boşluk oluşturma işlemi için kullanılır. Oluk şekli veya en azından önemli bir kısmı kesici takım şekli ile uyumludur. Kanal açma takımları ayrıca farklı işleme operasyonlarında da kullanılır.
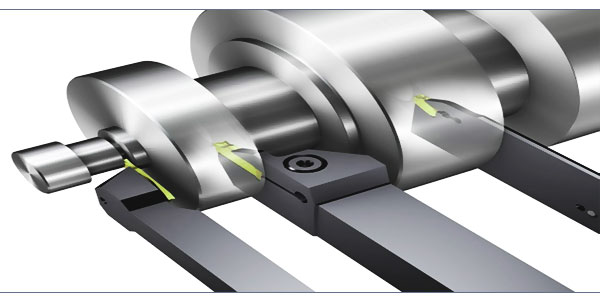
Kanal açma takımı, diğer takımlarla benzer şekilde özel bir takım tutucu ile monte edilmiş bir karbür uçtan ibarettir. Kanal açma uçlarının tasarımı, tek uçludan çok uçluya kadar değişiklik gösterir. Uçlar nominal ölçülere sahip olarak üretilir. Maliyetleri azaltmak için kanal açma takımlarında çok uçlu kesici uçlar tercih edilir.

Kanal Açma İşlemi
KANAL AÇMA İŞLEMLERİ
Kanal açma işlemlerinde hem harici hem de dahili kesici takımlar kullanılır ve farklı konfigürasyonlar için çeşitli kesici uçlar tercih edilir. Kanal açma ve tornalama arasındaki en temel farkların başında kesme yönü gelir. Torna takımı ile çok yönlü kesim yapılabilirken, kanal açma takımı ile sadece tek yönde kesim yapmak mümkündür. Kayda değer bir istisna, kesme ucu açısının ve içeri besleme açısının aynı olması, 45°’de gerçekleşen kanal açma olarak bilinen bir işlemdir.
Kanal açma işleminde iki eksenli ve eş zamanlı hareketin kullanıldığı bir başka uygulama da kanalda köşe kırmadır. Daha net ifade etmek gerekirse bu, bir tornalama işlemidir. Kanal açma takımları tornalama işlemleri için tasarlanmamış olsalar da, küçük bir pah kesme işlemi gibi hafif uygulamalarda da kullanılabilirler. Bir kanalda köşe kırmak için yapılan kesme işlemi sırasında, kaldırılan talaş miktarı ve ilerleme hızı düşüktür.
Ana Kanal Açma Uygulamaları
Kanallar, CNC torna tezgahlarında yapılan işlemlerin önemli bir parçasıdır. Endüstride sıklıkla kullanılan pek çok kanal çeşidi bulunur. Bu nedenle, CNC programlamada pek çok alttan kesme, boşluk ve girinti kanalları, yağ kanalları vb. ile rastlanılır.
Kanal açmanın genel amaçlarından bazıları, iki bileşenin yüz yüze ya da omuz omuza oturmasını sağlamak ve gerekli durumlarda yağlama olukları aracılığı ile iki veya daha çok bileşen arasından yağ akışının sağlanmasıdır.
Motoru tahrik etmede kullanılan kasnak ve V-kayışı için de kanallar vardır. O-ring kanalları, sızdırmazlık amaçlı metal ve kauçuk halkaların yerleşimi için özel olarak tasarlanmıştır. Çoğu endüstri, ihtiyaçlarını karşılayan özel kanal türleri kullanır, bazıları ise genel oluk tiplerini tercih ederler.
Kanal Açma Kriterleri
CNC programcıları için kanal açma işlemleri genellikle zorluk içermez. Bazı kanallar diğerlerine göre daha kolayken, çeşitli endüstrilerde programlama ve işleme zorluğuna sahip karmaşık kanallara da rastlamak mümkündür. Her durumda, programlamaya başlamadan önce çizim özelliklerini detaylıca inceleyerek genel bir değerlendirme yapmakta yarar vardır. Aynı parça üzerinde farklı amaçlarla konumlandırılmış pek çok kanal görünebilir ve alt program geliştirmelerine gereksinim duyulabilir. Kanal açma işlemi için program planında, her kanalı dikkatlice değerlendirmek gerekir.
İyi bir program planlamasında, her kanalı en az üç kritere göre değerlendirmek bir standarttır:
- Kanalın şekli
- Kanalın parça üzerindeki konumu
- Kanal boyutları ve toleranslar
Ne yazık ki, karşılaşacağınız kanalların hepsi yüksek kalitede olmayabilir. Bunun ana sebepleri; pek çok kanalın yüksek hassasiyet gerektirmemesi ya da hassasiyet gerektiren durumlarda programcının onu doğru bir şekilde programlayamaması olabilir. Özellikle yüzey kalitesi ve toleranslar konusunda dikkatli olun.
CNC torna tezgahında kanal açma işlemi, çok adımlı bir işleme sürecidir. Kanal açma terimi, genellikle silindir, koni veya parçanın bir yüzünde belirli bir derinliğe sahip dar bir boşluk oluşturma işlemi için kullanılır. Oluk şekli veya en azından önemli bir kısmı kesici takım şekli ile uyumludur. Kanal açma takımları ayrıca farklı işleme operasyonlarında da kullanılır.
Kanal açma takımı, diğer takımlarla benzer şekilde özel bir takım tutucu ile monte edilmiş bir karbür uçtan ibarettir. Kanal açma uçlarının tasarımı, tek uçludan çok uçluya kadar değişiklik gösterir. Uçlar nominal ölçülere sahip olarak üretilir. Maliyetleri azaltmak için kanal açma takımlarında çok uçlu kesici uçlar tercih edilir.
Kanal Açma İşlemi
KANAL AÇMA İŞLEMLERİ
Kanal açma işlemlerinde hem harici hem de dahili kesici takımlar kullanılır ve farklı konfigürasyonlar için çeşitli kesici uçlar tercih edilir. Kanal açma ve tornalama arasındaki en temel farkların başında kesme yönü gelir. Torna takımı ile çok yönlü kesim yapılabilirken, kanal açma takımı ile sadece tek yönde kesim yapmak mümkündür. Kayda değer bir istisna, kesme ucu açısının ve içeri besleme açısının aynı olması, 45°’de gerçekleşen kanal açma olarak bilinen bir işlemdir.
Kanal açma işleminde iki eksenli ve eş zamanlı hareketin kullanıldığı bir başka uygulama da kanalda köşe kırmadır. Daha net ifade etmek gerekirse bu, bir tornalama işlemidir. Kanal açma takımları tornalama işlemleri için tasarlanmamış olsalar da, küçük bir pah kesme işlemi gibi hafif uygulamalarda da kullanılabilirler. Bir kanalda köşe kırmak için yapılan kesme işlemi sırasında, kaldırılan talaş miktarı ve ilerleme hızı düşüktür.
Ana Kanal Açma Uygulamaları
Kanallar, CNC torna tezgahlarında yapılan işlemlerin önemli bir parçasıdır. Endüstride sıklıkla kullanılan pek çok kanal çeşidi bulunur. Bu nedenle, CNC programlamada pek çok alttan kesme, boşluk ve girinti kanalları, yağ kanalları vb. ile rastlanılır.
Kanal açmanın genel amaçlarından bazıları, iki bileşenin yüz yüze ya da omuz omuza oturmasını sağlamak ve gerekli durumlarda yağlama olukları aracılığı ile iki veya daha çok bileşen arasından yağ akışının sağlanmasıdır.
Motoru tahrik etmede kullanılan kasnak ve V-kayışı için de kanallar vardır. O-ring kanalları, sızdırmazlık amaçlı metal ve kauçuk halkaların yerleşimi için özel olarak tasarlanmıştır. Çoğu endüstri, ihtiyaçlarını karşılayan özel kanal türleri kullanır, bazıları ise genel oluk tiplerini tercih ederler.
Kanal Açma Kriterleri
CNC programcıları için kanal açma işlemleri genellikle zorluk içermez. Bazı kanallar diğerlerine göre daha kolayken, çeşitli endüstrilerde programlama ve işleme zorluğuna sahip karmaşık kanallara da rastlamak mümkündür. Her durumda, programlamaya başlamadan önce çizim özelliklerini detaylıca inceleyerek genel bir değerlendirme yapmakta yarar vardır. Aynı parça üzerinde farklı amaçlarla konumlandırılmış pek çok kanal görünebilir ve alt program geliştirmelerine gereksinim duyulabilir. Kanal açma işlemi için program planında, her kanalı dikkatlice değerlendirmek gerekir.
İyi bir program planlamasında, her kanalı en az üç kritere göre değerlendirmek bir standarttır:
- Kanalın şekli
- Kanalın parça üzerindeki konumu
- Kanal boyutları ve toleranslar
Ne yazık ki, karşılaşacağınız kanalların hepsi yüksek kalitede olmayabilir. Bunun ana sebepleri; pek çok kanalın yüksek hassasiyet gerektirmemesi ya da hassasiyet gerektiren durumlarda programcının onu doğru bir şekilde programlayamaması olabilir. Özellikle yüzey kalitesi ve toleranslar konusunda dikkatli olun.
İlgili Yazılar
48- CNC Torna Tezgahlarında Diş Açma İşlemi Nedir?
CNC tornalarda tornalama, delik işleme ve diğer işlemlere ek
45- Diş Açma Terminolojisi Hakkında Neler Biliyorsunuz?
Diş Açma Terminolojisi Diş açma oldukça geniş bir konudur
46- CNC İşlemede Takım Referans Noktası Nedir?
İyi bir işleme ortamının sağlanması için takım kurulumu kritik
41- CNC Programlamada Blok Blok Diş Açma İşlemi Nedir?
Tek noktadan dişi programlamanın en eski yöntemi, dişle ilişkili
43- Diş Açma Döngüsü
Bilgisayarlı kontrol sistemleri yaptıkları pek çok dahili hesaplamayı daha
47- Diş Açma Uygulamalarındaki Tekrarlamalı Döngü
Önceki birkaç konuda tornalama ve delik işlemede kullanılan farklı