41- CNC Programlamada Blok Blok Diş Açma İşlemi Nedir?
Tek noktadan dişi programlamanın en eski yöntemi, dişle ilişkili tüm hareketleri teker teker hesaplamak ve hesaplanan her değeri ayrı bloklar halinde programa yazmaktır. Bu yönteme blok blok diş açma ya da sadece blok diş açma denir.

Blok Blok Diş Açma İşlemi Nedir?
Her biri bir program bloğunu kapsayan dört temel hareket, her bir diş açma geçişinde minimum dört blok ile sonlanır. Diş kesme için dişten kademeli çekme kullanılıyorsa, her geçiş hareketi için beş program bloğu olacaktır. Kaba, sert veya egzotik malzemelerdeki dişleri ve hatta bazı çoklu başlangıç dişleri kesilirken bu yöntem oldukça uzun bir program oluşturmayı gerektirir. Program uzunluğu, düzenleme zorluğu, yüksek hata olasılığı ve hatta birçok eski kontrol sisteminin küçük bellek kapasitesi bu yöntemi kullanmanın olumsuz yönleri olarak düşünülebilir.
Torna Tezgahında Diş Çekme İşlemi
Olumlu tarafından bakılırsa, CNC programcısı diş üzerinde programlama kontrolünün tamamına sahiptir. Yetenekli ellere bırakılan bu tür kontroller, genellikle bazı özel diş açma tekniklerini uygulamaya olanak tanır. Örnek olarak; dişin kendisinden çok daha küçük bir diş aletiyle kesilmesi veya yuvarlak bir kanal açma takımı ile büyük mafsal dişlerinin işlenmesi gösterilebilir. Sabit kılavuz diş için blok tekniğini kullanan programlama yöntemi, diş çekme işlemini destekleyen tüm CNC torna tezgahlarında mevcuttur.
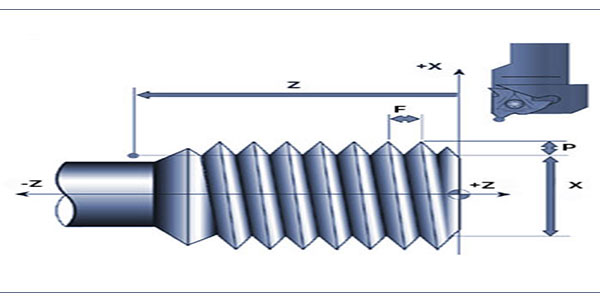
G32 Diş Açma Komutu
G32: Diş kesme komutu (tek noktadan diş çekme). Bu tip diş açma işlemlerinde kullanılan hazırlık komutu G32’dir. G33 komutu bazı kontrollerde mevcut olsa da G32, Fanuc ve uyumluları için standart G kodudur.
Tek noktadan dişi programlamanın en eski yöntemi, dişle ilişkili tüm hareketleri teker teker hesaplamak ve hesaplanan her değeri ayrı bloklar halinde programa yazmaktır. Bu yönteme blok blok diş açma ya da sadece blok diş açma denir.
Blok Blok Diş Açma İşlemi Nedir?
Her biri bir program bloğunu kapsayan dört temel hareket, her bir diş açma geçişinde minimum dört blok ile sonlanır. Diş kesme için dişten kademeli çekme kullanılıyorsa, her geçiş hareketi için beş program bloğu olacaktır. Kaba, sert veya egzotik malzemelerdeki dişleri ve hatta bazı çoklu başlangıç dişleri kesilirken bu yöntem oldukça uzun bir program oluşturmayı gerektirir. Program uzunluğu, düzenleme zorluğu, yüksek hata olasılığı ve hatta birçok eski kontrol sisteminin küçük bellek kapasitesi bu yöntemi kullanmanın olumsuz yönleri olarak düşünülebilir.
Torna Tezgahında Diş Çekme İşlemi
Olumlu tarafından bakılırsa, CNC programcısı diş üzerinde programlama kontrolünün tamamına sahiptir. Yetenekli ellere bırakılan bu tür kontroller, genellikle bazı özel diş açma tekniklerini uygulamaya olanak tanır. Örnek olarak; dişin kendisinden çok daha küçük bir diş aletiyle kesilmesi veya yuvarlak bir kanal açma takımı ile büyük mafsal dişlerinin işlenmesi gösterilebilir. Sabit kılavuz diş için blok tekniğini kullanan programlama yöntemi, diş çekme işlemini destekleyen tüm CNC torna tezgahlarında mevcuttur.
G32 Diş Açma Komutu
G32: Diş kesme komutu (tek noktadan diş çekme). Bu tip diş açma işlemlerinde kullanılan hazırlık komutu G32’dir. G33 komutu bazı kontrollerde mevcut olsa da G32, Fanuc ve uyumluları için standart G kodudur.
İlgili Yazılar
41- CNC Programlamada Blok Blok Diş Açma İşlemi Nedir?
Tek noktadan dişi programlamanın en eski yöntemi, dişle ilişkili
43- Diş Açma Döngüsü
Bilgisayarlı kontrol sistemleri yaptıkları pek çok dahili hesaplamayı daha
54- CNC Torna Aksesuarları Nelerdir?
Herhangi bir CNC makinesini, belirli bir şekilde daha işlevsel
55- CNC Programlamada Sarmal Hareketli Frezeleme İşlemi Nedir?
Helisel hareketli frezeleme, kontrol sisteminde yer alan isteğe bağlı
56- CNC Programlamada Yatay İşleme
Geçmiş yazılarımızda pek çok programlama örneğine yer verdik. Tüm
57- Torna Tezgahlarında Canlı Takım İşleme
Seksenlerin sonlarında ve doksanların başında, CNC torna tezgahında basit