49- CNC Programlamada Alt Programlar
Bir CNC programındaki karakter sayısı genellikle programın uzunluğunun ölçümünde kullanılmaktadır. Bu sayı, bir bilgisayar diskindeki bayt sayısına benzer. Programın fiziksel uzunluğu çoğu zaman herhangi bir sorun yaratmaz ve işin karmaşıklığına, kullanılan takım sayısına, programlama yöntemine ve benzeri faktörlere göre değişiklik gösterir.
Genel olarak programın kısa oluşu; yazım zamanını düşürür ve CNC belleğinde daha düşük yer kaplar. Kısa programlar kolayca kontrol edilebilmeleri, değiştirilebilmeleri ve optimize edilebilmeleri nedeniyle insan hatası olasılığını oldukça düşürmektedir. Bu nedenle tüm CNC sistemleri, program uzunluğunu bir dereceye kadar düşürmek, programlama sürecini daha kolay, verimli ve hataya daha az açık hale getirmek üzere tasarlanmış optimizasyon özellikleri sunmaktadır.
Bu tür programlamaya verilebilecek genel örnekler; sabit döngüler, çoklu tekrarlayan döngüler ve özel makrolardır. Bu yazımızda alt programlar adı verilen başka bir verimli program hazırlama yönteminin yapısı, gelişimi ve uygulamalarına değineceğiz.
ANA PROGRAM VE ALT PROGRAMLAR
Bir CNC programı, farklı araç ve işlemlere atanan talimatlardan oluşur. Bir program iki veya daha fazla tekrarlayan talimat içerdiğinde, tek bir uzun program yerine iki veya daha fazla programa bölünmelidir. Tekrarlanan talimatlar yalnızca bir kez programlanır ve gerektiğinde tekrar tekrar çağrılır. Bu durum alt programların ana konseptidir.
Aşağıdaki görselde farklı konumlarda tekrarlanan bir parça düzenini görebilirsiniz.
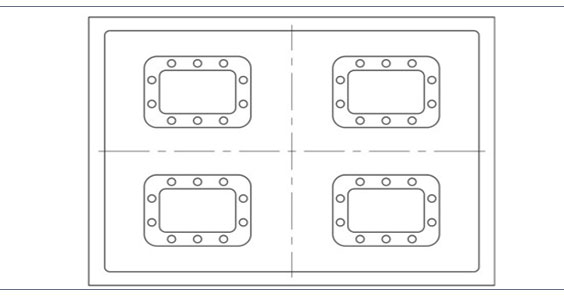
Her programın kendine ait program numarası bulunur ve bu numara kontrol sisteminin hafızasında saklanır. Programcı, bir programı diğer bir programın içindeyken çağırmak için M işlevini kullanır. Bu durumda, başka bir programı çağıran ilk programa ana program, ana program içerisinde çağırılan diğer tüm programlara ise alt program denir.
Ana program tüm programların en üst seviyesidir ve asla alt programlar tarafından çağırılamaz. Ana programın aksine alt programlar, belirli sayıda yuvalama düzeyine kadar diğer alt programlar tarafından da çağırılabilir.
Alt program içeren bir program kullandığınızda daima alt programı değil ana programı seçin. Kontrolde bir alt programlar sadece düzenleme amaçlı seçilir. Bazı referanslarda, alt programlara alt rutinler ya da makrolar da denir. Ancak alt program terimi daha yaygın kullanılır ve makro tamamen farklı bir anlama sahip olabilir.
Bir CNC programındaki karakter sayısı genellikle programın uzunluğunun ölçümünde kullanılmaktadır. Bu sayı, bir bilgisayar diskindeki bayt sayısına benzer. Programın fiziksel uzunluğu çoğu zaman herhangi bir sorun yaratmaz ve işin karmaşıklığına, kullanılan takım sayısına, programlama yöntemine ve benzeri faktörlere göre değişiklik gösterir.
Genel olarak programın kısa oluşu; yazım zamanını düşürür ve CNC belleğinde daha düşük yer kaplar. Kısa programlar kolayca kontrol edilebilmeleri, değiştirilebilmeleri ve optimize edilebilmeleri nedeniyle insan hatası olasılığını oldukça düşürmektedir. Bu nedenle tüm CNC sistemleri, program uzunluğunu bir dereceye kadar düşürmek, programlama sürecini daha kolay, verimli ve hataya daha az açık hale getirmek üzere tasarlanmış optimizasyon özellikleri sunmaktadır.
Bu tür programlamaya verilebilecek genel örnekler; sabit döngüler, çoklu tekrarlayan döngüler ve özel makrolardır. Bu yazımızda alt programlar adı verilen başka bir verimli program hazırlama yönteminin yapısı, gelişimi ve uygulamalarına değineceğiz.
ANA PROGRAM VE ALT PROGRAMLAR
Bir CNC programı, farklı araç ve işlemlere atanan talimatlardan oluşur. Bir program iki veya daha fazla tekrarlayan talimat içerdiğinde, tek bir uzun program yerine iki veya daha fazla programa bölünmelidir. Tekrarlanan talimatlar yalnızca bir kez programlanır ve gerektiğinde tekrar tekrar çağrılır. Bu durum alt programların ana konseptidir.
Aşağıdaki görselde farklı konumlarda tekrarlanan bir parça düzenini görebilirsiniz.
Her programın kendine ait program numarası bulunur ve bu numara kontrol sisteminin hafızasında saklanır. Programcı, bir programı diğer bir programın içindeyken çağırmak için M işlevini kullanır. Bu durumda, başka bir programı çağıran ilk programa ana program, ana program içerisinde çağırılan diğer tüm programlara ise alt program denir.
Ana program tüm programların en üst seviyesidir ve asla alt programlar tarafından çağırılamaz. Ana programın aksine alt programlar, belirli sayıda yuvalama düzeyine kadar diğer alt programlar tarafından da çağırılabilir.
Alt program içeren bir program kullandığınızda daima alt programı değil ana programı seçin. Kontrolde bir alt programlar sadece düzenleme amaçlı seçilir. Bazı referanslarda, alt programlara alt rutinler ya da makrolar da denir. Ancak alt program terimi daha yaygın kullanılır ve makro tamamen farklı bir anlama sahip olabilir.
İlgili Yazılar
29- Dairesel İnterpolasyon Nedir?
Çoğu CNC programlamada, konturlama için kullanılabilen iki tip hareket
16- CNC Programlamada Kayıt Komutları Nelerdir?
CNC programlama için üç referans noktası, birlikte çalışmak için
30- CNC Programlamada Kesici Yarıçap Ofseti Nedir?
Bir parçanın konturu, freze uygulamaları için normalde önce Z ekseninde
14- Takım Fonksiyonu Nedir?
Nümerik kontrol sistemine ve otomatik takım değiştiriciye sahip makine
31- Düzlem Seçimi Ne Demektir?
Kontur ve profil oluşturma işlemi, yaygın işleme operasyonları arasında
15- CNC Programlama İşleminde Referans Noktaları Nedir?
Önceki yazılarımızda, makine geometrisi ile parçanın kurulumu arasındaki temel