51- CNC Programlamada Ayna Görüntüsü Ne Anlama Gelmektedir?
CNC programlarını geliştirmenin amacı, parça ya da makine üzerindeki belirli konumlar arasında kesici takım için bir yol oluşturmaktır. Bu takım yolunun hem sağ hem de sol yönde programlanması gerektiğinde, ayna görüntü adı verilen bir özellik ile süre kısaltılabilir. Birbiri ile simetrik hareketler barındıran bir işlem dizisi, ayna görüntü özelliği kullanılarak tekrarlanabilir.

Kesici Takım Çeşiteri
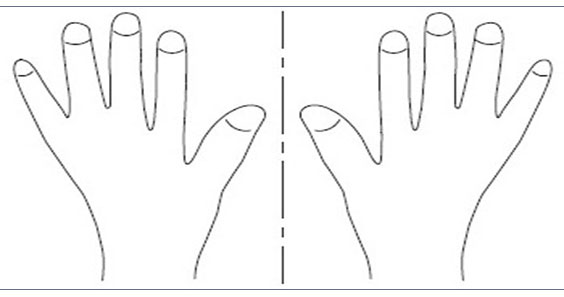
Bu sayede yeni hesaplamalara gerek kalmaz ve programlama tekniği, programlama süre ve hata olasılığını azaltır. Ayna görüntü adı verilen işleve bazen eksen ters çevirme işlevi de denir. Bu açıklama bir noktaya kadar doğrudur. Ayna görüntü modun da makine ekseninin ters çevrileceği doğrudur fakat ayrıca yapılması gereken birkaç değişiklik olabilir. Bu nedenle en doğru terim, ayna görüntüdür. CAD sistemine aşina olan herkes, CNC’deki bu fonksiyonun aynı prensipler temelinde çalıştığını hemen fark edecektir Görselde, ayna görüntünün Sağ Yön (R/H) ve Sol Yön (L/H) parçaları olarak da adlandırılan simetrik parçalar ilkesini bir örnekle görebilirsiniz.
Ayna görüntü programlanırken, temel koordinat sisteminin ve özellikle de kadranlara nasıl uygulandığının doğru bir şekilde anlaşılması gerekir. Ayrıca dairesel enterpolasyonun iyi kavranması ve kesici yarıçap ofsetinin doğru uygulanmasını da gerektirir. Daha önceki denemelerde herhangi bir düzlem üzerinde dört kadran olduğu belirlenmiştir. Parçayı dört eşit parçaya böldüğünüzü düşündüğünüzde sağ üst köşeden başlayarak, saat istikameti yönündeki her çeyrek bir kadrandır. Program sıfır noktasının sol alt köşede yer alıyorsa, programlama ilk kadranda gerçekleşir.
CNC programlarını geliştirmenin amacı, parça ya da makine üzerindeki belirli konumlar arasında kesici takım için bir yol oluşturmaktır. Bu takım yolunun hem sağ hem de sol yönde programlanması gerektiğinde, ayna görüntü adı verilen bir özellik ile süre kısaltılabilir. Birbiri ile simetrik hareketler barındıran bir işlem dizisi, ayna görüntü özelliği kullanılarak tekrarlanabilir.
Kesici Takım Çeşiteri
Bu sayede yeni hesaplamalara gerek kalmaz ve programlama tekniği, programlama süre ve hata olasılığını azaltır. Ayna görüntü adı verilen işleve bazen eksen ters çevirme işlevi de denir. Bu açıklama bir noktaya kadar doğrudur. Ayna görüntü modun da makine ekseninin ters çevrileceği doğrudur fakat ayrıca yapılması gereken birkaç değişiklik olabilir. Bu nedenle en doğru terim, ayna görüntüdür. CAD sistemine aşina olan herkes, CNC’deki bu fonksiyonun aynı prensipler temelinde çalıştığını hemen fark edecektir Görselde, ayna görüntünün Sağ Yön (R/H) ve Sol Yön (L/H) parçaları olarak da adlandırılan simetrik parçalar ilkesini bir örnekle görebilirsiniz.
Ayna görüntü programlanırken, temel koordinat sisteminin ve özellikle de kadranlara nasıl uygulandığının doğru bir şekilde anlaşılması gerekir. Ayrıca dairesel enterpolasyonun iyi kavranması ve kesici yarıçap ofsetinin doğru uygulanmasını da gerektirir. Daha önceki denemelerde herhangi bir düzlem üzerinde dört kadran olduğu belirlenmiştir. Parçayı dört eşit parçaya böldüğünüzü düşündüğünüzde sağ üst köşeden başlayarak, saat istikameti yönündeki her çeyrek bir kadrandır. Program sıfır noktasının sol alt köşede yer alıyorsa, programlama ilk kadranda gerçekleşir.
İlgili Yazılar
35- CNC Torna Döngüleri
Son yazımızda, torna prosedürlerinden tornalama ve delik işlemede takım
36- Torna Tezgahlarında Kanal Açma
CNC torna tezgahında kanal açma işlemi, çok adımlı bir
37- CNC Programlama Sürecinde Parça Kesme İşlemi Nedir?
Kesme olarak da adlandırılan parça kesme, torna işlerine özgü
38- Tek Noktadan Diş Açma
Birleştirme ve ayırma işlemleri sırasında iki parçayı zarar görmeden
49- CNC Programlamada Alt Programlar
Bir CNC programındaki karakter sayısı genellikle programın uzunluğunun ölçümünde
50- CNC Programlamada Veri Kaydırma İşlemi Nedir?
CNC programlarının çoğu, atölyede bulunan belirli bir makinede yapılacak