52- CNC Programlamada Koordinat Döndürme İşlemi Nedir?
Programlanmış bir takım hareketinin ortogonal yönde oluşturduğu model, kontur ve cepler tanımlanmış bir nokta etrafında belirtilen açı ile döndürülebilir. Bu kontrol özelliği ile CNC programlama sürecini daha kolay, esnek ve verimli hale getirmek mümkündür. Bu güçlü programlama yeteneği genellikle kontroldeki özel bir seçenektir ve koordinat sistemi döndürme ya da daha basit haliyle koordinat döndürme olarak adlandırılır.
Koordinat Döndürme İşlemi
Koordinat döndürmenin en önemli kullanım alanı, esas olarak dikey veya yatay olarak tanımlanmış ancak çizim tarafından belirtilen bir açıyla işlenen programdır. Ortografik mod, takım hareketini makine eksenlerine paralel olarak tanımlar. Programlamak, gerçek açısal oryantasyonda takım konumlarını kontur değişim noktasına göre hesaplamaktan çok kolaydır. Aşağıdaki görselde yer verilen iki dikdörtgeni incelemelisiniz.
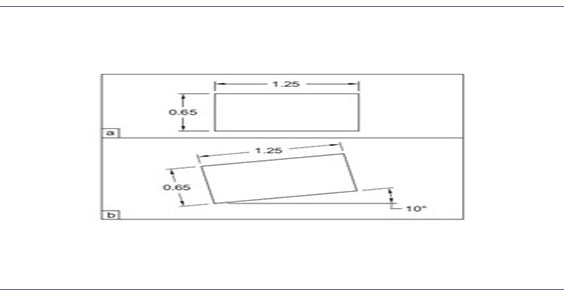
Orijinal Ortognal Nesne ve Döndürülmüş Nesne
Yukarıdaki şekil (a) dikdörtgenin ortogonal yönünü gösterirken, şekil (b) aynı dikdörtgenin saat yönünün tersine 10 derece döndürülmüş durumunu göstermektedir. Manuel olarak, şekil (a) için programlanan takım yolunun, kontrol sistemi tarafından şekil (b)’de gösterilen takım yoluna değiştirmesine izin vermek kolaydır.
Koordinat döndürme özelliği, özel bir seçenek olması nedeniyle kontrol sisteminin bir parçası olmalıdır. Matematiksel olarak koordinat dönüşü, döndürülen parçayı tanımlamak için dönüş merkezi, dönüş açısı ve döndürülecek takım yolu öğelerini gerektiren bir özelliktir.
Programlanmış bir takım hareketinin ortogonal yönde oluşturduğu model, kontur ve cepler tanımlanmış bir nokta etrafında belirtilen açı ile döndürülebilir. Bu kontrol özelliği ile CNC programlama sürecini daha kolay, esnek ve verimli hale getirmek mümkündür. Bu güçlü programlama yeteneği genellikle kontroldeki özel bir seçenektir ve koordinat sistemi döndürme ya da daha basit haliyle koordinat döndürme olarak adlandırılır.
Koordinat Döndürme İşlemi
Koordinat döndürmenin en önemli kullanım alanı, esas olarak dikey veya yatay olarak tanımlanmış ancak çizim tarafından belirtilen bir açıyla işlenen programdır. Ortografik mod, takım hareketini makine eksenlerine paralel olarak tanımlar. Programlamak, gerçek açısal oryantasyonda takım konumlarını kontur değişim noktasına göre hesaplamaktan çok kolaydır. Aşağıdaki görselde yer verilen iki dikdörtgeni incelemelisiniz.
Orijinal Ortognal Nesne ve Döndürülmüş Nesne
Yukarıdaki şekil (a) dikdörtgenin ortogonal yönünü gösterirken, şekil (b) aynı dikdörtgenin saat yönünün tersine 10 derece döndürülmüş durumunu göstermektedir. Manuel olarak, şekil (a) için programlanan takım yolunun, kontrol sistemi tarafından şekil (b)’de gösterilen takım yoluna değiştirmesine izin vermek kolaydır.
Koordinat döndürme özelliği, özel bir seçenek olması nedeniyle kontrol sisteminin bir parçası olmalıdır. Matematiksel olarak koordinat dönüşü, döndürülen parçayı tanımlamak için dönüş merkezi, dönüş açısı ve döndürülecek takım yolu öğelerini gerektiren bir özelliktir.
İlgili Yazılar
26- CNC Programlamada Delik İşleme Nedir?
CNC programlama için yapılan çalışmalarda, neredeyse her zaman bir
27- CNC İşleme Sürecinde Delik Deseni Nedir?
İşleme süreci içerisinde delme, raybalama, kılavuz çekme ve benzeri
28- CNC Programlama Sürecinde Alın Frezeleme İşlemi Nedir?
Yüzey frezeleme, işlenmiş parçanın yüksekliğini istenen ölçülerde ayarlamak için
13- CNC Programlamada Besleme Hızı Kontrolü ve Önemi Nedir?
Besleme hızı, CNC programında mil işlevlerini en çok ilgilendiren
29- Dairesel İnterpolasyon Nedir?
Çoğu CNC programlamada, konturlama için kullanılabilen iki tip hareket
16- CNC Programlamada Kayıt Komutları Nelerdir?
CNC programlama için üç referans noktası, birlikte çalışmak için