56- CNC Programlamada Yatay İşleme
Geçmiş yazılarımızda pek çok programlama örneğine yer verdik. Tüm örneklerin ortak özelliği CNC dik işleme merkezlerini merkeze almalarıydı. Bu yaklaşımın ilk nedeni; atölyelerde dik işleme merkezlerinin daha yaygın kullanılması ve iki farklı türde makineyi aynı anda anlatmanın işleri daha karmaşık hale getireceği gerçeğiydi. İkinci neden ise, dikey modeller için ele alınan hemen her konu, yatay modeller için de geçerlidir. Peki, farklar nelerdir?
Yatay İşleme Nedir?
Yatay işleme merkezi, işlevselliği bakımından dikey işleme merkezlerinden farklıdır. Dikey bir makine çoğunlukla yalnızca tek yüzde yapılacak işler için kullanılırken, aynı parçanın birden çok yüzünü işlemek için yatay CNC makineler kullanılır. Sadece bu özellik bile tek başına bir yatay işleme merkezini çok yönlü ve çok daha pahalı hale getirir. Aşağıdaki şekilde eksen yönünün bir karşılaştırmasını görebilirsiniz.
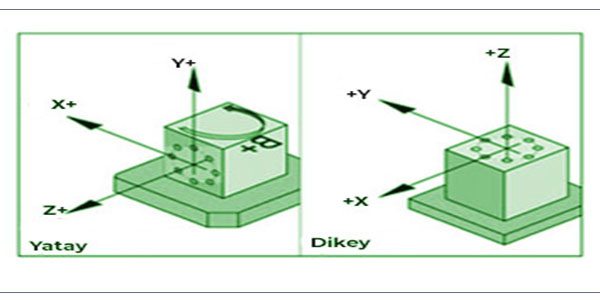
Dikey ve Yatay Makinelerdeki Eksen Farklılıkları
Görselde, birincil düzlem için XY düzleminin ve kesme derinliğini kontrol amacıyla Z ekseninin kullanıldığını görebilirsiniz. Bu açıdan iki makine tipi arasında hiçbir fark bulunmaz.
Bir yatay işleme merkezinde programlama ve kurulum arasında üç büyük fark vardır:
- Dördüncü bir eksenin varlığı, tipik olarak bir B eksenini indeksi
- Palet değiştirici
- Daha zengin kurulum ve ofset ayarları çeşitliliği
İlk olarak kısaca tipik bir CNC yatay işleme merkezinde yer alan dördüncü ekseni inceleyelim.
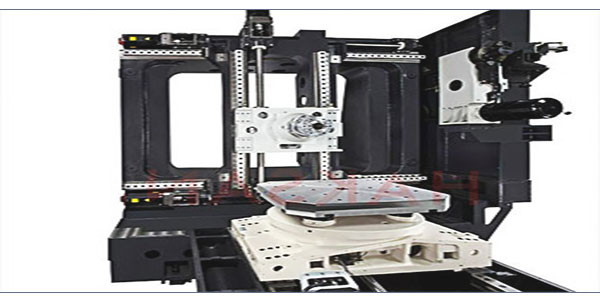
Yatay İşleme Merkezi
İNDEKSLEME VE DÖNER EKSENLER
Şimdiye kadarki yazılarımızda yer verdiğimiz tüm programlama kavramları, CNC yatay işleme için de geçerlidir. X ve Y eksenleri çoğunlukla delme ve konturlama işlemlerinde kullanılırken, Z ekseni kesme derinliğini kontrol eder. Yatay işleme merkezlerini dikey işleme merkezlerinden ayırmada sadece eksen yönü ve işlenebilecek iş türü gibi farklar bulunmaz. Aynı zamanda en büyük farklılık, ek bir eksenin varlığıdır.
Genellikle B ekseni olarak adlandırılan bu eksen bir indeksleme veya döner eksendir. İki terim çoğunlukla aynı anlamda kullanılsa da aslında aralarında bir fark vardır.
- İndeksleme tablası üzerine monte edilen parçayı döndürür ancak herhangi bir kesme hareketi ile aynı anda kullanılamaz. Sadece konumlandırma hareketini destekler.
- Döner tabla da aynı şekilde üzerine monte edilen parçayı döndürür. Ama aynı zamanda kesme işlemini de mümkün kılar ve şekillendirme hareketini destekler.
Geçmiş yazılarımızda pek çok programlama örneğine yer verdik. Tüm örneklerin ortak özelliği CNC dik işleme merkezlerini merkeze almalarıydı. Bu yaklaşımın ilk nedeni; atölyelerde dik işleme merkezlerinin daha yaygın kullanılması ve iki farklı türde makineyi aynı anda anlatmanın işleri daha karmaşık hale getireceği gerçeğiydi. İkinci neden ise, dikey modeller için ele alınan hemen her konu, yatay modeller için de geçerlidir. Peki, farklar nelerdir?
Yatay İşleme Nedir?
Yatay işleme merkezi, işlevselliği bakımından dikey işleme merkezlerinden farklıdır. Dikey bir makine çoğunlukla yalnızca tek yüzde yapılacak işler için kullanılırken, aynı parçanın birden çok yüzünü işlemek için yatay CNC makineler kullanılır. Sadece bu özellik bile tek başına bir yatay işleme merkezini çok yönlü ve çok daha pahalı hale getirir. Aşağıdaki şekilde eksen yönünün bir karşılaştırmasını görebilirsiniz.
Dikey ve Yatay Makinelerdeki Eksen Farklılıkları
Görselde, birincil düzlem için XY düzleminin ve kesme derinliğini kontrol amacıyla Z ekseninin kullanıldığını görebilirsiniz. Bu açıdan iki makine tipi arasında hiçbir fark bulunmaz.
Bir yatay işleme merkezinde programlama ve kurulum arasında üç büyük fark vardır:
- Dördüncü bir eksenin varlığı, tipik olarak bir B eksenini indeksi
- Palet değiştirici
- Daha zengin kurulum ve ofset ayarları çeşitliliği
İlk olarak kısaca tipik bir CNC yatay işleme merkezinde yer alan dördüncü ekseni inceleyelim.
Yatay İşleme Merkezi
İNDEKSLEME VE DÖNER EKSENLER
Şimdiye kadarki yazılarımızda yer verdiğimiz tüm programlama kavramları, CNC yatay işleme için de geçerlidir. X ve Y eksenleri çoğunlukla delme ve konturlama işlemlerinde kullanılırken, Z ekseni kesme derinliğini kontrol eder. Yatay işleme merkezlerini dikey işleme merkezlerinden ayırmada sadece eksen yönü ve işlenebilecek iş türü gibi farklar bulunmaz. Aynı zamanda en büyük farklılık, ek bir eksenin varlığıdır.
Genellikle B ekseni olarak adlandırılan bu eksen bir indeksleme veya döner eksendir. İki terim çoğunlukla aynı anlamda kullanılsa da aslında aralarında bir fark vardır.
- İndeksleme tablası üzerine monte edilen parçayı döndürür ancak herhangi bir kesme hareketi ile aynı anda kullanılamaz. Sadece konumlandırma hareketini destekler.
- Döner tabla da aynı şekilde üzerine monte edilen parçayı döndürür. Ama aynı zamanda kesme işlemini de mümkün kılar ve şekillendirme hareketini destekler.
İlgili Yazılar
54- CNC Torna Aksesuarları Nelerdir?
Herhangi bir CNC makinesini, belirli bir şekilde daha işlevsel
55- CNC Programlamada Sarmal Hareketli Frezeleme İşlemi Nedir?
Helisel hareketli frezeleme, kontrol sisteminde yer alan isteğe bağlı
56- CNC Programlamada Yatay İşleme
Geçmiş yazılarımızda pek çok programlama örneğine yer verdik. Tüm
57- Torna Tezgahlarında Canlı Takım İşleme
Seksenlerin sonlarında ve doksanların başında, CNC torna tezgahında basit
58- CNC Programı Nasıl Yazılır ve Nelere Dikkat Edilmelidir?
Bir CNC programı yazmak, manuel programlamanın en son adımıdır.
33- CNC İşlemede Yuvalar ve Cepler
CNC işleme merkezleri ile yapılan pek çok uygulamada, malzeme