20- CNC Programlamada Hızlı Konumlandırma Nedir?
CNC tezgahları her zaman kesme ve talaş kaldırma işlemi yapmaz. Kesici takım bir parça üzerinde çalışmaya başladığında aslen verimli (kesme, işleme…) ve verimli olmayan (konumlandırma) tipte hareketler yapar.
Konumlandırma hareketleri gerekli olduğu kadar verimli olmayan hareketlerdir. Ne yazık ki bu hareketler süreçten tamamen çıkarılamaz ve mümkün olduğunca verimli bir şekilde optimize edilmelidirler. Bu amaçla CNC sistemleri, hızlı konumlandırma adlı bir özelliğe sahiptir. Bu özelliğin temel amacı, kesici takımın kesme yüzeyi ile temas etmediği işlemler arasındaki konumlandırma süresini hızlandırmaktır.
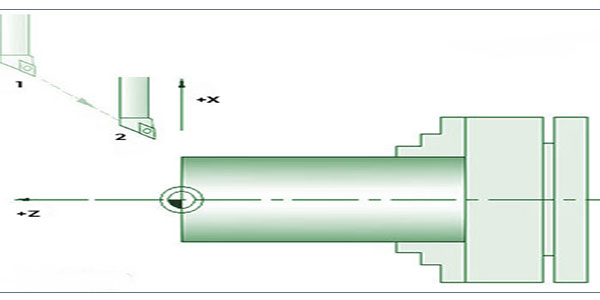
Hızlı konumlandırma işlemleri genellikle dört farklı hareketten oluşur:
- Takım değiştirme konumundan parçaya doğru
- Parçadan takım değiştirme konumuna doğru
- Engelleri aşmak için hareketler
- Parça üzerinde farklı pozisyonlar arasındaki hareketler
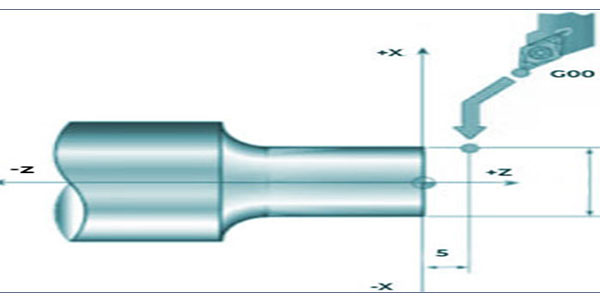
G00 Koduyla Hızlı Konumlandırma İşlemi
HIZLI HAREKET
Hızlı konumlandırma, bir diğer adıyla hızlı hareket, kesici takımı makinenin hız oranıyla bir konumdan başka bir konuma hareket ettirmektir. Maksimum hız, makine üreticisi tarafından belirlenmiş hız limitleri içinde gerçekleşir. Birçok daha büyük CNC makinesi için ortak hızlı hız yaklaşık 25000 mm/dk (985 inç/dk) olarak belirlemiştir.
Hızlı Konumlandırma İşlemi
Orta ve daha küçük makineler çok daha yüksek hızlara çıkabilir ve özellikle daha küçük makinelerde hız 75000 mm/dk’ya (2950 inç/dk) veya daha fazlasına kadar çıkabilir.
Makine üreticisi, makine eksenlerinin her biri için hızlı hareket oranını belirler. Hareket hızı her eksen için aynı olabileceği gibi farklı da olabilir. Z – eksenine genellikle farklı bir hız oranı atanırken, X ve Y eksenleri aynı hızlı hareket oranına sahiptir.
CNC tezgahları her zaman kesme ve talaş kaldırma işlemi yapmaz. Kesici takım bir parça üzerinde çalışmaya başladığında aslen verimli (kesme, işleme…) ve verimli olmayan (konumlandırma) tipte hareketler yapar.
Konumlandırma hareketleri gerekli olduğu kadar verimli olmayan hareketlerdir. Ne yazık ki bu hareketler süreçten tamamen çıkarılamaz ve mümkün olduğunca verimli bir şekilde optimize edilmelidirler. Bu amaçla CNC sistemleri, hızlı konumlandırma adlı bir özelliğe sahiptir. Bu özelliğin temel amacı, kesici takımın kesme yüzeyi ile temas etmediği işlemler arasındaki konumlandırma süresini hızlandırmaktır.
Hızlı konumlandırma işlemleri genellikle dört farklı hareketten oluşur:
- Takım değiştirme konumundan parçaya doğru
- Parçadan takım değiştirme konumuna doğru
- Engelleri aşmak için hareketler
- Parça üzerinde farklı pozisyonlar arasındaki hareketler
G00 Koduyla Hızlı Konumlandırma İşlemi
HIZLI HAREKET
Hızlı konumlandırma, bir diğer adıyla hızlı hareket, kesici takımı makinenin hız oranıyla bir konumdan başka bir konuma hareket ettirmektir. Maksimum hız, makine üreticisi tarafından belirlenmiş hız limitleri içinde gerçekleşir. Birçok daha büyük CNC makinesi için ortak hızlı hız yaklaşık 25000 mm/dk (985 inç/dk) olarak belirlemiştir.
Hızlı Konumlandırma İşlemi
Orta ve daha küçük makineler çok daha yüksek hızlara çıkabilir ve özellikle daha küçük makinelerde hız 75000 mm/dk’ya (2950 inç/dk) veya daha fazlasına kadar çıkabilir.
Makine üreticisi, makine eksenlerinin her biri için hızlı hareket oranını belirler. Hareket hızı her eksen için aynı olabileceği gibi farklı da olabilir. Z – eksenine genellikle farklı bir hız oranı atanırken, X ve Y eksenleri aynı hızlı hareket oranına sahiptir.
İlgili Yazılar
46- CNC İşlemede Takım Referans Noktası Nedir?
İyi bir işleme ortamının sağlanması için takım kurulumu kritik
41- CNC Programlamada Blok Blok Diş Açma İşlemi Nedir?
Tek noktadan dişi programlamanın en eski yöntemi, dişle ilişkili
53- CNC Programlandırma Sürecinde Ölçeklendirme Fonksiyonu
Normalde, CNC işleme merkezi için programlanmış bir takım hareketi,
54- CNC Torna Aksesuarları Nelerdir?
Herhangi bir CNC makinesini, belirli bir şekilde daha işlevsel
55- CNC Programlamada Sarmal Hareketli Frezeleme İşlemi Nedir?
Helisel hareketli frezeleme, kontrol sisteminde yer alan isteğe bağlı
56- CNC Programlamada Yatay İşleme
Geçmiş yazılarımızda pek çok programlama örneğine yer verdik. Tüm