20- CNC Programlamada Hızlı Konumlandırma Nedir?
CNC tezgahları her zaman kesme ve talaş kaldırma işlemi yapmaz. Kesici takım bir parça üzerinde çalışmaya başladığında aslen verimli (kesme, işleme…) ve verimli olmayan (konumlandırma) tipte hareketler yapar.
Konumlandırma hareketleri gerekli olduğu kadar verimli olmayan hareketlerdir. Ne yazık ki bu hareketler süreçten tamamen çıkarılamaz ve mümkün olduğunca verimli bir şekilde optimize edilmelidirler. Bu amaçla CNC sistemleri, hızlı konumlandırma adlı bir özelliğe sahiptir. Bu özelliğin temel amacı, kesici takımın kesme yüzeyi ile temas etmediği işlemler arasındaki konumlandırma süresini hızlandırmaktır.
Hızlı konumlandırma işlemleri genellikle dört farklı hareketten oluşur:
- Takım değiştirme konumundan parçaya doğru
- Parçadan takım değiştirme konumuna doğru
- Engelleri aşmak için hareketler
- Parça üzerinde farklı pozisyonlar arasındaki hareketler
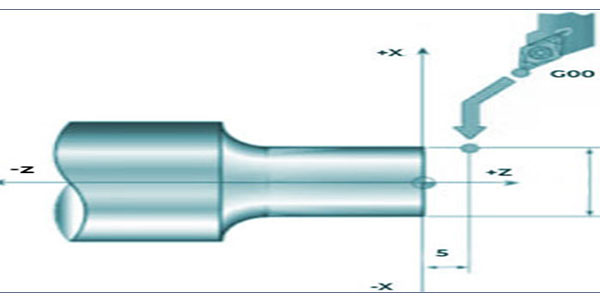
G00 Koduyla Hızlı Konumlandırma İşlemi
HIZLI HAREKET
Hızlı konumlandırma, bir diğer adıyla hızlı hareket, kesici takımı makinenin hız oranıyla bir konumdan başka bir konuma hareket ettirmektir. Maksimum hız, makine üreticisi tarafından belirlenmiş hız limitleri içinde gerçekleşir. Birçok daha büyük CNC makinesi için ortak hızlı hız yaklaşık 25000 mm/dk (985 inç/dk) olarak belirlemiştir.
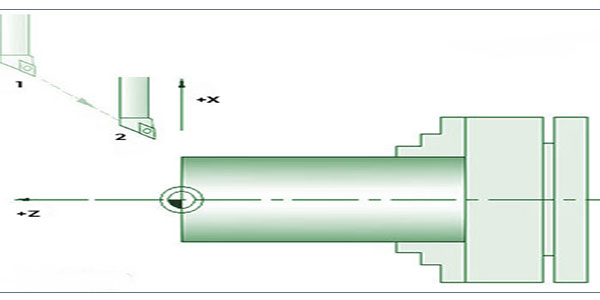
Hızlı Konumlandırma İşlemi
Orta ve daha küçük makineler çok daha yüksek hızlara çıkabilir ve özellikle daha küçük makinelerde hız 75000 mm/dk’ya (2950 inç/dk) veya daha fazlasına kadar çıkabilir.
Makine üreticisi, makine eksenlerinin her biri için hızlı hareket oranını belirler. Hareket hızı her eksen için aynı olabileceği gibi farklı da olabilir. Z – eksenine genellikle farklı bir hız oranı atanırken, X ve Y eksenleri aynı hızlı hareket oranına sahiptir.
CNC tezgahları her zaman kesme ve talaş kaldırma işlemi yapmaz. Kesici takım bir parça üzerinde çalışmaya başladığında aslen verimli (kesme, işleme…) ve verimli olmayan (konumlandırma) tipte hareketler yapar.
Konumlandırma hareketleri gerekli olduğu kadar verimli olmayan hareketlerdir. Ne yazık ki bu hareketler süreçten tamamen çıkarılamaz ve mümkün olduğunca verimli bir şekilde optimize edilmelidirler. Bu amaçla CNC sistemleri, hızlı konumlandırma adlı bir özelliğe sahiptir. Bu özelliğin temel amacı, kesici takımın kesme yüzeyi ile temas etmediği işlemler arasındaki konumlandırma süresini hızlandırmaktır.
Hızlı konumlandırma işlemleri genellikle dört farklı hareketten oluşur:
- Takım değiştirme konumundan parçaya doğru
- Parçadan takım değiştirme konumuna doğru
- Engelleri aşmak için hareketler
- Parça üzerinde farklı pozisyonlar arasındaki hareketler
G00 Koduyla Hızlı Konumlandırma İşlemi
HIZLI HAREKET
Hızlı konumlandırma, bir diğer adıyla hızlı hareket, kesici takımı makinenin hız oranıyla bir konumdan başka bir konuma hareket ettirmektir. Maksimum hız, makine üreticisi tarafından belirlenmiş hız limitleri içinde gerçekleşir. Birçok daha büyük CNC makinesi için ortak hızlı hız yaklaşık 25000 mm/dk (985 inç/dk) olarak belirlemiştir.
Hızlı Konumlandırma İşlemi
Orta ve daha küçük makineler çok daha yüksek hızlara çıkabilir ve özellikle daha küçük makinelerde hız 75000 mm/dk’ya (2950 inç/dk) veya daha fazlasına kadar çıkabilir.
Makine üreticisi, makine eksenlerinin her biri için hızlı hareket oranını belirler. Hareket hızı her eksen için aynı olabileceği gibi farklı da olabilir. Z – eksenine genellikle farklı bir hız oranı atanırken, X ve Y eksenleri aynı hızlı hareket oranına sahiptir.
İlgili Yazılar
56- CNC Programlamada Yatay İşleme
Geçmiş yazılarımızda pek çok programlama örneğine yer verdik. Tüm
57- Torna Tezgahlarında Canlı Takım İşleme
Seksenlerin sonlarında ve doksanların başında, CNC torna tezgahında basit
58- CNC Programı Nasıl Yazılır ve Nelere Dikkat Edilmelidir?
Bir CNC programı yazmak, manuel programlamanın en son adımıdır.
33- CNC İşlemede Yuvalar ve Cepler
CNC işleme merkezleri ile yapılan pek çok uygulamada, malzeme
59- CNC Program Belgeleri ve Dökümantasyon
Program hazırlanırken programa ait çok fazla sayıda belge birikecektir.
34- CNC Programlamada Tornalama ve Delik İşleme
Sadece tornalama ve delik işleme ile alakalı bir kitap