47- Diş Açma Uygulamalarındaki Tekrarlamalı Döngü
Önceki birkaç konuda tornalama ve delik işlemede kullanılan farklı torna döngülerine yer vermeye çalıştık. Bu yazımızda da benzer bakış açısıyla diş açma uygulamalarında kullanılan çoklu tekrarlayan döngülere odaklanacağız.
İlk CNC Takım Tezgahları
CNC gelişiminin ilk dönemlerinde basit G92 diş açma döngüsü, o dönemin bilgisayar teknolojilerinin karşılayabildiği doğal bir sonuçtu. Günümüzde bilgisayar teknolojileri hızla gelişmekte ve bu gelişmeler sayesinde CNC programcıları tarafından kullanılabilecek pek çok yeni ve harika özellik geliştirilmektedir. Bu yeni özellikler sayesinde CNC programlama süreci oldukça basitleşmiştir. Başlıca yeni özelliklerden biri, diş çekme için kullanılabilen farklı bir torna tezgahı döngüsüdür ve bu döngü yazımızın da konusu olan çok tekrarlı bir diş açma döngüsü olan G76’dır. Bu döngü, kullanımı zor olduğu için ya da bazı çok güçlü dahili özelliklere sahip olduğu için karmaşık bir döngü olarak kabul edilse de aslında karmaşık değildir.
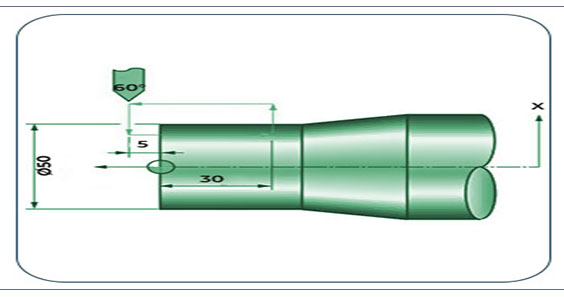
Konik Diş Açma İşlemi Nedir?
G76 diş açma döngüsünün etkilerini tam olarak anlamak için, orijinal G32 ve hatta az önce bahsi geçen G92 döngüsü ile karşılaştırılmalıdır. G32 yöntemini kullanan bir program, her geçiş için dört hatta beş blok gerektirirken G92 döngüsü her geçiş için bir blok gerektirir. Bununla beraber G76 döngüsü, bilgisayar kontrol modeline de bağlı olarak bir ya da iki program bloğu ile işlemi yapacaktır. Bu sayede tüm süreç programın çok küçük bir alanını kapsayacak ve düzenleme gerektiren durumlarda çok daha hızlı ve kolay sonuç almanızı sağlayacaktır.
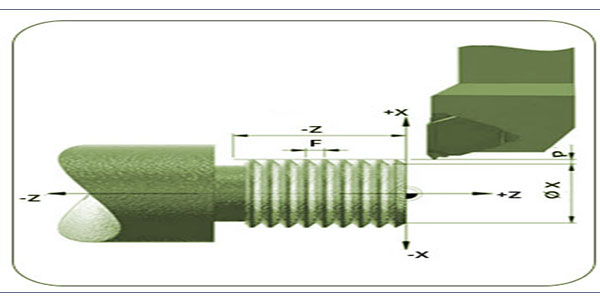
G76 Kodu ile Diş Açma İşlemi
Kontrol modeline bağlı olarak iki programlama formatı mevcuttur ve bu formatlar diğer torna döngülerinin programlanmasına benzer.
Önceki birkaç konuda tornalama ve delik işlemede kullanılan farklı torna döngülerine yer vermeye çalıştık. Bu yazımızda da benzer bakış açısıyla diş açma uygulamalarında kullanılan çoklu tekrarlayan döngülere odaklanacağız.
İlk CNC Takım Tezgahları
CNC gelişiminin ilk dönemlerinde basit G92 diş açma döngüsü, o dönemin bilgisayar teknolojilerinin karşılayabildiği doğal bir sonuçtu. Günümüzde bilgisayar teknolojileri hızla gelişmekte ve bu gelişmeler sayesinde CNC programcıları tarafından kullanılabilecek pek çok yeni ve harika özellik geliştirilmektedir. Bu yeni özellikler sayesinde CNC programlama süreci oldukça basitleşmiştir. Başlıca yeni özelliklerden biri, diş çekme için kullanılabilen farklı bir torna tezgahı döngüsüdür ve bu döngü yazımızın da konusu olan çok tekrarlı bir diş açma döngüsü olan G76’dır. Bu döngü, kullanımı zor olduğu için ya da bazı çok güçlü dahili özelliklere sahip olduğu için karmaşık bir döngü olarak kabul edilse de aslında karmaşık değildir.
Konik Diş Açma İşlemi Nedir?
G76 diş açma döngüsünün etkilerini tam olarak anlamak için, orijinal G32 ve hatta az önce bahsi geçen G92 döngüsü ile karşılaştırılmalıdır. G32 yöntemini kullanan bir program, her geçiş için dört hatta beş blok gerektirirken G92 döngüsü her geçiş için bir blok gerektirir. Bununla beraber G76 döngüsü, bilgisayar kontrol modeline de bağlı olarak bir ya da iki program bloğu ile işlemi yapacaktır. Bu sayede tüm süreç programın çok küçük bir alanını kapsayacak ve düzenleme gerektiren durumlarda çok daha hızlı ve kolay sonuç almanızı sağlayacaktır.
G76 Kodu ile Diş Açma İşlemi
Kontrol modeline bağlı olarak iki programlama formatı mevcuttur ve bu formatlar diğer torna döngülerinin programlanmasına benzer.
İlgili Yazılar
35- CNC Torna Döngüleri
Son yazımızda, torna prosedürlerinden tornalama ve delik işlemede takım
36- Torna Tezgahlarında Kanal Açma
CNC torna tezgahında kanal açma işlemi, çok adımlı bir
21- CNC Programlamada Makine Referans Pozisyonu Nedir?
Kontrol sisteminin kesici takımı bulunduğu konumdan makine referans konumuna
22- CNC Programlamada Doğrusal İnterpolasyon Nedir?
GENEL BAKIŞ Doğrusal interpolasyon ve hızlı konumlandırma hareketi birbiri
23- Kontrol ve Makine Kılavuzunda Blok Atlama Fonksiyonu Nedir?
Kontrol ve makine kılavuzunda blok atlama işlevi blok silme
24- CNC Programlamalarında Bekleme Komutu Hakkında Bilinmesi Gerekenler Nelerdir?
CNC programlarında, işleme sırasında uygulanan kasıtlı duraklama ve gecikmelere