11- Takım Tutucu Seçiminde Gözetilmesi Gereken Faktörler Nelerdir?
İşleme operasyonlarında kalitenin sağlanması için takım tutucuların ve kesici takımların eş merkezliliği ve dengesi kilit öneme sahiptir. Kesici takımlarda sağlanacak eş merkezlilik, takım döndükçe her birinin aynı yolu birbiriyle aynı ya da birbirine yakın izlemesini sağlar. Denge, kesici takımın ve takım tutucunun sahip olduğu ağırlığın mil ekseni etrafında ne kadar eşit dağıldığının bir ölçüsüdür. Ağırlık eşit olarak dağıtılmadığında, kesici dişleri istenen yoldan saptırma riskine sahip kuvvetler üretilir ve bu da kötü yüzey kalitesine neden olur.
Eş merkezlilik
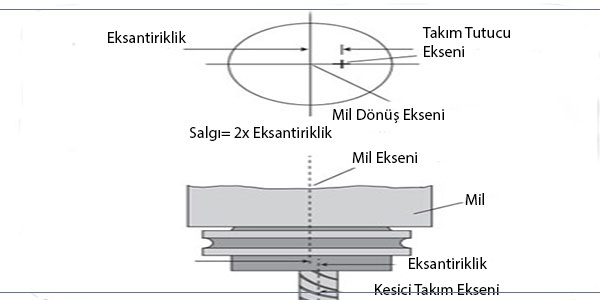
Takım tutucunun kalitesi, eş merkezliliği ile doğru orantılıdır demek hatalı bir tanım olmayacaktır. Takım tutucunun sapı, her montajda iş mili koniğine karşılık gelen aynı oryantasyona sahip olmalıdır. Takımın merkez çizgisi, milin dönüş ekseni ile uyumlu değilse, takımın kesici kenarları hızlı aşınacaktır. Bu ölçülen salgı, eş merkezlilikte karşılaşılan eksikliğin göstergesidir. Bir takım tutucunun mükemmel eş merkezlilikten sapması diğer adıyla eksantriklik olarak adlandırılır. Örneğin; bir matkabın merkezi, takım tutucu ekseninin merkezinden 0.012 mm uzaktaysa, matkabın dış kenarındaki değişim neredeyse 0.025 mm’yi bulacaktır.

Takım Tutucu ve Kesici Takımlarda Aşınma
Bu durum 0.012 mm eksantriklik olarak tanımlanır ve değişim deliğin yuvarlaklığını, kesme derinliğini ve sonuçta yüzey kalitesini etkileyecektir.Aşağıdaki Görselde, takım tutucunun eksantrikliğinin abartılı bir örneğini ve bu nedenle ürettiği salgıyı görebilirsiniz. Eş merkezlilik, aynı zamanda takım tutucu tertibatının dengesi üzerinde de etki yaratabilir. Takım tutucunun yerleştirme çaplarında eş merkezlilik yoksa, kesici takımın kütle merkezi dönüş ekseniyle aynı hizada olmayacak ve düzeneğin dengesi istenenden daha kötü olacaktır.
Eş Merkezlilik Takım Tutucu Seçiminde En Önemli Hususlardan Birisidir
Modern işleme merkezlerinde dönüş hızı genellikle yüksektir ve sonuç olarak kesme derinliği düşüktür. Kesme yükleri daha hafif ve kesici takımdaki salgının yarattığı yükün değişmesi bu nedenle daha önemli hale gelmektedir. Eş merkezlilik takım aşınma süresini de etkileyebilir. Takımlar, yüksek aşınma ve direnç sağlamalıdır fakat bu durum genellikle takımın tokluğundan ödün vermek anlamına gelir. Yüksek sertlikleri nedeniyle seçilen karbür takımlar, yüksek hız çeliği kesici takımlardan çok daha kolay kırılabilir. Bu yüksek hızlı takımlar için takım salgısı nedeniyle ortaya çıkan eşit olmayan yükler, takım ömrünün kabul edilemez derecede kısalmasına neden olabilir.

Heikenei BT 40 Tarama Kafa Freze Takım Tutucu heikenei-bt-40-tarama-kafa-freze-takım-tutucu
Ayna kullanan makinelerde, kabul edilebilir standartlardaki eş merkezliliği elde etmek için bir belirteç ve tokmak kullanmak yöntemlerden biridir. Kullanıcı göstergeyi, pistonu freze makinesinin kesicisi üzerindeki pürüzsüz bir yüzeye temas edecek şekilde monte eder ve daha sonra konumdaki ya da kadran tarafından ölçümü yapılan maksimum değişikliği mili elle döndürmek suretiyle yapar. Bu şekilde kullanıcı, göstergenin maksimum değişikliği okuduğu dönüş konumuyla çakışan maksimum salgı noktasını bularak bu noktada tokmak ile aynaya vurur. Salgı kabul edilebilir hale gelene kadar bu işlemi tekrarlanır. Bu yöntemin dezavantajı, eş merkezliliği bu şekilde ayarlamanın zaman ve beceri gerektirmesinin yanı sıra modern bir işleme merkezinde birden fazla işlem için kabul edilebilir bir yöntem olmamasıdır.
Yüksek hassasiyetli eş merkezliliklere ihtiyaç duyulduğunda ve standart takım tutucular kabul edilebilir sonuçlar üretmediğinde, ısıtmalı takım tutucu sistemler ve hidrolik takım tutucular, kullanıcının aynı kurulumda yüksek bağlama kuvvetleri ve yüksek eş merkezlilik elde etmesine olanak tanır.
Denge
Yukarıda da bahsettiğimiz gibi denge, kesici takımın ve takım tutucu kütlesinin mil ekseni etrafında nasıl dağıldığına karşılık gelen bir ölçüdür. Herhangi bir kütle dönerken, kütleyi dışarı doğru itme eğilimine sahip kuvvetlerin ortaya çıkmasına neden olur. Bir parkta atlı karıncaya bindiyseniz, sizi dışa doğru iten bir merkez kaç kuvvetini yakından deneyimlemişsinizdir. Kusursuz simetriye sahip bir kesici takım ve takım tutucuda, kütlenin eksen etrafında dönerken yarattığı tüm kuvvetler eşittir ve dönme ekseninden uzağa doğru yönlendirilir. Takımın bir tarafında oluşan kuvvetler, zır yönde oluşan kuvvetler tarafından sıfırlanır ve net dengesizlik kuvveti ortaya çıkmaz.
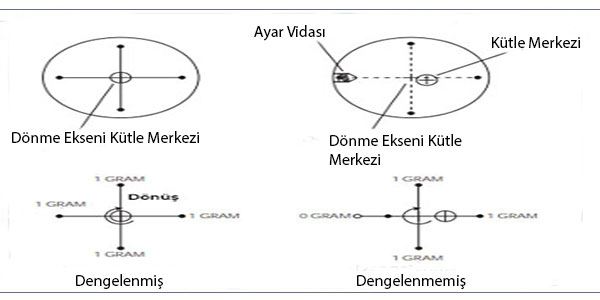
Teknik olarak denge, genellikle gram milimetre birimiyle ölçülen ve dönen kütlenin merkezinin dönme ekseninden ne kadar uzakta olduğunun bir ölçüsüdür. Şekil 47’de, takım tutucunun kütle merkezinin dönme ekseni ile aynı hizada olduğu ve olmadığı durumları görebilirsiniz. Takım tutucu üzerindeki her metal parçanın karşı tarafında ona karşılık gelen bir metal parça olmak zorundadır, aksi halde dengesizlik kaçınılmazdır. Ayrıca, kütle yığınının eksenden uzaklığının çarpımı, diğer bir yığının çarpımının uzaklığının çarpımı ile eşitse, dönen parça üzerindeki etki aynıdır (aynı yatay düzlem üzerinde oldukları durumda). Örneğin; 1 gramlık bir kütle eksenden 6 mm uzaktaysa, eksenden 3 mm uzakta olan 2 gramlık bir kütle ile aynı etkiye sahiptir. Kütle çarpı eksenden uzaklığın çarpımı, her iki kütle için 6 gram milimetredir.
Malzeme İçindeki Tespit Vidası Delikleri ve Boşluklar Takım Tutucunun Dengesini Etkiler
Dengesizlik, dengeyi yeniden sağlamak için ne kadar kütlenin ekleneceğini veya çıkarılacağını da gösterir. Bir takım tutucunun ölçülen dengesizliği 40 gram milimetre ise, 2.0gr’lık bir kütle takım tutucu eksenden 20 mm uzaklıkta kaldırılarak balans yapılabilir, çünkü 2.0 gr x 20 mm = 40 gram milimetredir.
Bir dengesizlikten kaynaklanan kuvvet aşağıdaki denklem kullanılarak hesaplanabilir:

Üretilen kuvvetin hızın karesi ile bağlı olduğunu görebilirsiniz. RPM’nin iki katına çıkarıldığı durumlarda oluşan merkez kaç kuvveti dört katına çıkacaktır.
Örneğin, ölçülen dengesizliği 30 gram milimetre olan ve 15000 RPM mil hızında dönen bir takım tutucu düzeneğin pound cinsinden dengesizlik kuvveti :

Elde edilen sayının önemli bir faktör olup olmadığı, doğrudan ilerleme hızından ve kesme derinliğinden kaynaklı takım yükleriyle karşılaştırılabilir. Takım dengesizliğinin yüzey kalitesi ve takım ömrü üzerinde etkiye sahip olduğu unutulmamalıdır. ANSI standardı S.19-1975, Rijit Dönen Gövdelerin Denge Kalitesi, maksimum hıza dayalı olarak farklı dönen ekipman grupları için kabul edilebilir değerleri tanımlamaktadır. Takım tezgahları için bu standart G2.5’tir. Birçok üretici G1.5 ve hatta G1.0 gibi G2.5 değerinden çok daha iyi takım tutucu terazileri ürettiğini görebilirsiniz. Bunlar genellikle daha pahalıdır ancak yüksek hızlı işleme için gereklidir.
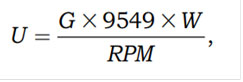
İzin verilen dengesizlik aşağıdaki bağıntıdan hesaplanabilir:
izin-verilen-dengesizlik-formülü
Bu formülde;
U, izin verilen dengesizlik miktarıdır.
9549, ilgili birimleri ayarlamak için bir sabittir.
W, takım tutucu tertibatının ağırlığıdır (kilogram olarak).
G, dönen makinelerin balans kalitesi için standarttır ve 2,5 mm/sn sabittir.
RPM, montajın dönüş hızıdır
Örneğin, G 2.5 sınıfı için 2,8 kg ağırlığındaki bir takım tutucu düzeneğinin 1000 ve 12.000 RPM’de izin verilen dengesizliği şu şekildedir:
1000 dev/dak için:

12000 dev/dakika için:

Dengesizlik doğal olarak, takımın doğru çalışması için gerekli takım tutucu ve kesici takım özelliklerine bağlıdır. Bu özellikler, yuva konumları, kenetleme bileşenleri, tespit yuvaları ve deliklerden oluşur. Dengesizliğe neden olabilecek diğer faktörler, malzeme ya da aletin işlenmemiş herhangi bir parçasında yer alan boşluk ya da gözenekler gibi malzeme kusurları olabilir. Bu nedenle, malzemenin tamamı dönme ekseni etrafında simetrik olarak dağıtılmamış olabilir. Üretim takım tutucularının doğal dengesizliği genellikle 250 gr-mm civarındadır. Bu dengesizlikten kaynaklı üretilen kuvvet, erken rulman arızaları, parça vibrasyonu, hassasiyetin azalması ve düşük yüzey kalitesine neden olabilir.
İlgili Yazılar

Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu

Pimetre Nedir? Pimetre Ne İşe Yarar?
Pimetre, nesnelerin uzunluk, çap, kalınlık ve derinlik gibi ölçülerini

Mikrometre Tamburlarını Anlamak: Cırcırlı, Sürtünmeli ve Düz
Doğru ölçüm; talaşlı imalat, kontrol ve kalite süreçlerinde büyük