
Tornalama Nedir | CNC Torna Tezgahları ve Torna Takımları
Bu Yazıyı Dinleyebilirsiniz.
CNC Torna Tezgahları Bilgisayar Teknolojisiyle Üretimi Geliştiriyor
CNC torna ile tasarlanan ürün ve planlanan üretim süreci ile üretim sonrası çıkan ürün ve adetler arasındaki uyum arttı. Ayrıca yüksek hacimlerde ürün işleme imkanıyla maliyetler de azaldı. Teknik olarak işlenmesi mümkün görülmeyen ürünlerin de imalatı yapılmaya başlandı. CNC torna tezgahı bir çok endüstriye yeni olanaklar kazandırdı ve sanayi üretimini geliştirdi.
Tornalama, torna takımları, tornalama işlemleri, CNC torna, CNC torna tezgahı gibi konulara değinerek, talaşlı imalatın bu önemli işlemine yakından bakacağız.
Tornalama Nedir?
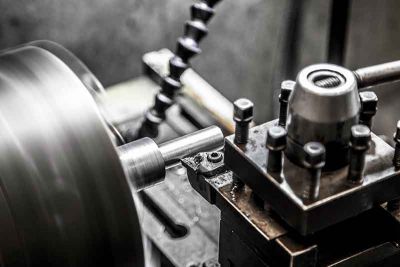
Torna ya da tornalama talaşlı imalatta yaygın şekilde kullanılan bir işlemdir. Kendi ekseni etrafında dönen iş parçası üzerinde kesici takım kullanımı prensibine dayanır. Doğrusal düzlemde hareket eden bir kesici takım iş parçası üzerinden talaş kaldırmasıyla yapılan işleme tornalama, bu işlemin gerçekleştirildiği tezgahlara da torna tezgahı olarak adlandırılır.
Ahşap ve metal başta olmak üzere çeşitli malzemeler torna tezgahında işlenir. Teknolojinin gelişmesi, alet üretiminde yeni keşfedilen ve geliştirilen maddelerin ve alaşımların kullanılmasıyla torna tezgahları da gelişim kaydetti. Günümüzde bu gelişimin meyvesi olarak CNC torna tezgahı en iyi örnektir.

CNC Tornalama Aynası ve Bağlı iş parçası

CNC Tornalama Aynası ve Takım
Manuel Tornalama ve Takım

Dış Çap Tornalama Kateri

Dış Çap Kanal ve Kesme Kateri

Dış Çap Diş Çekme Kateri

Delik ve iç çap Tornalama Kateri

Delik ve iç çap Kanal Kateri

Delik ve iç çap Diş Çekme Kateri
Tornalama Konusunda Bilinmesi Gerekenler
Tornalama işleminde tek uçlu takım kullanılarak iş parçasına yuvarlak ve silindirik formlar kazandırılır. Diğer bir deyişle takım sabit iş parçası döner pozisyondadır. İş parçası torna tezgahına torna aynası ya da punto uçları ile sabitlenir.
Talaşlı imalatta tornalama, frezeleme ile birlikte en yaygın işlemler arasındadır. Günümüzde tornalama en uygun malzeme işleme yöntemi olarak geliştirilmiş optimum bir süreçtir. İşlenecek parça için öncelikle göz önüne alınması gereken noktalar bulunuyor. Öncelikle tezgahta işlenecek parça ile ilgili boyut, verilecek şekil ve kullanılacak kesici uç ya da gereken kalite veya kaliteler dikkate alınmalıdır. Tezgâhta parçada kaba işleme ya da ince işleme yöntemlerinden hangisinin seçileceği belirlenmeli. Sonra profil oluşturma, boyuna tornalama, iç çap tornalama, dış çap tornalama gibi ne çeşit bir torna işlemi yapılacağı dikkate alınmalıdır. Böylece uygun torna kalemi veya kalite seçilerek tezgâh hazırlanır. Bütün bu işlemlerin ardından materyal üzerinden talaş kaldırma özellikleri göz önüne alınır. Talaş kırma özelliklerinin başarısı, talaş boşaltma, parçanın tezgâha güvenle bağlanması değerlendirilir.
Başlıca tornalama işlemleri şunlardır:
1-) Dış Çap Tornalama
Tornalama işlemi iş parçasını silindirik düzlemde işlediği düşünüldüğünde iş parçasının dış çapı boyunca yapılan işleme çalışmalarıdır. Dış çap tornalamasının temel uygulamaları alın tornalama, boyuna tornalama ve profil tornalamadır.

Alın Tornalama: İş parçasının alın yüzeylerinin düz ve pürüzsüz şekilde işlenmesi, aynı zamanda parçanın istenilen uzunluğa getirilmesi için yapılan tornalama işlemidir.
Boyuna Tornalama: İş parçasının ekseni boyunca kesimin yapıldığı ve parça çapının daraldığı tornalama işlemidir.
Profil Tornalama: İlerleme hızı ile kesme derinliğinin değişiklik göstermesiyle gerçekleşen tornalama işlemidir.

2-) İç Çap Tornalama
İş parçasında delik tornalama, parçanın iç çapı dahilinde işlem yapmayı içeren tornalama çalışmalarıdır.
Ayrıca tornalama işlemiyle kesme, kanal açma, delik delme, delik işleme, delik içi kanal açma diş açma, tırtıl çekme gibi işlemler de uygulanabilir.
Tornalama Takımları ürünlerimizi görmek için lütfen tıklayınız.
CNC Torna Tezgahı Nedir?
İngilizce Computer Numerical Control’ün (Bilgisayar Numara Kontrollü, Koordinat ve Kodlara dayalı) baş harflerinden oluşan CNC ile belli standartlarda ürünü otomatik üreten tezgahlar akla gelir. Takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesi prensibiyle çalışır. CNC torna tezgahı da bu yönüyle üniversal torna tezgahı çeşitlerinden farklılaşır. Bilgisayarlı kontrol ünitesine gönderilen NC programlarıyla eksenlerini hareket ettiren bilyalı vida ve servo motor sayesinde CNC torna tezgahı görevini yapar. İş parçaları CNC torna tezgahında belirlenen ölçülerde, gereken ilerleme ve devirde işlenerek seri üretim koşullarında işlenir.
Genel olarak CNC makineleri kullanmak ya da programlamak için G (hazırlık) kodları, M (yardımcı) kodları ve ek olarak eksenler (X, Y, Z) kullanılır. CNC torna tezgahlarında X ve Z olmak üzere iki eksen bulunur. X ekseni ile çap z ekseni ile boyda işlem yapılır. CNC makinelerin programlanmasında mevcut olan iki standart ise şunlardır:
1-ISO (Uluslararası Standardizasyon Organizasyonu) standardı
2-DIN (Alman Normları Enstitüsü) standardı

CNC Torna Tezgahı
CNC Torna Kodları
CNC tezgahlar “G” hazırlık ve “M” yardımcı fonksiyonlar kullanılarak programlanır. CNC tezgah üreten değişik firmalar olduğu için bir kısım “G” ve “M” kodlarında bazı farklılıklar görülebiliyor. Yalnız CNC torna program yazma konusunda “G” ve “M” kodları standarttır. CNC torna G kodları ve CNC torna M kodları şöyledir:
CNC Torna Tezgahı G Kodları
G00: Kesici takımın talaş kaldırmadan boşta yaptığı hızlı hareket
G01: Kesici takımın talaş kaldırarak yaptığı hareket. Bu hareket hızlı değil belirtilen F değerinde yapılır.
G02: Saat ibresinin dönüş yönünde (CW) eğrisel interpolasyon. Bu hareket hızlı değil belirtilen F değerinde yapılır.
G03: Saat ibresinin dönüş yönünün aksi yönde (CCW) eğrisel interpolasyon. Bu hareket hızlı değil belirtilen F değerinde yapılır.
G04: Belirlenen zamanda bekleme.
G17: XY düzlem seçimi
G18: XZ düzlem seçimi
G19: YZ düzlem seçimi
G20: Inch ölçü sistemi
G21: Metrik ölçü sistemi
G27: Referans noktasına dönüş
G28: Tezgahın Sıfır Noktasına (Machine Zero Point) gönderilme komutudur. Tezgah ilk açıldığında bu işlemi kendisi yapar ancak program başlangıcında da G28 yazılarak isteğe bağlı olarak yaptırılabilir.
G33: Sabit adımlı vida açma
G34: Değişken adımlı vida açma
G40: Kesici Takım Uç yarıçap telafisi iptali
G41: Kesici Takım Uç yarıçap telafisi Solda
G42: Kesici Takım Uç yarıçap telafisi Sağda
G50: Maximum tezgah devir sayısı sınırlaması
G54: İş parçası sıfırı
G70: Finiş tornalama çevrimi
G71: Z eksenine paralel Kaba Dışçap Tornalama Çevrimi. Finiş işlemi G70 ile yapılır.
G72: X eksenine paralel Kaba Dışçap Tornalama Çevrimi. Finiş işlemi G70 ile yapılır.
G73: Kaba profil tornalama çevrimi. Finiş işlemi G70 ile yapılır.
G74: Z ekseninde gagalamalı delik delme
G75: Kanal açma çevrimi
G76: Çoklu paso ile vida açma çevrimi. Bu çevrimde diş açmadaki her bir paso derinliğinin programcı tarafından girilmesi istenildiğinde kullanılır. Paso derinliklerini isteğine göre programcı belirler.
G80: Delik delme çevrimlerinin iptali
G83: Kademeli delik delme çevrimi (Z ekseninde)
G84: Kılavuz çekme çevrimi
G86: Delik büyütme çevrimi
G90: Z eksenine paralel Rectangle Tornalama Çevrimi. Bu çevrim G71′ den farklı olarak tek bir satırda yapılır.
G92: Diş açma komutu. Bu çevrimde her bir diş açma pasosu tek bir çevrim şeklinde işlenir.
G94: X eksenine paralel Rectangle Tornalama Çevrimi. Bu çevrim G71′ den farklı olarak tek bir satırda yapılır.
G96: Sabit Kesme Hızı (CSS – Constant Surface Speed)
G97: Sabit devir sayısı
G98: İlerleme birimi mm/dakika
G99: İlerleme birimi mm/devir
CNC Torna Tezgahı M Kodları
M00: Program durdurma (Tekrar başlamak için “Cycle Start” düğmesi kullanılır)
M01: İsteğe bağlı durdurma (tekrar başlamak için “Cycle Start” düğmesi kullanılır)
M02: Program sonu
M03: Tezgah milini saat ibresi dönüş yönünde (Clockwise – CW) döndür.
M04: Tezgah milini saat ibresi tersi dönüş yönünde (Counter Clockwise – CCW) döndür.
M05: Tezgah milini durdur.
M06: Kesici takım değiştirme.
M08: Kesme sıvısını çalıştır.
M09: Kesme sıvısını kapat.
M10: Ayna kapama (iş parçasını sıkma)
M11: Ayna açma (iş parçasını çözme)
M17: Alt program sonu
M30: Program sonu ve başlangıca dön.
M98: Alt program çağırma
CNC torna programlama sırasında G ve M kodları ile beraber kullanılan uç, eksen, devir ve ilerleme de hesaba katılır.
İlgili Yazılar

Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu

Pimetre Nedir? Pimetre Ne İşe Yarar?
Pimetre, nesnelerin uzunluk, çap, kalınlık ve derinlik gibi ölçülerini

Mikrometre Tamburlarını Anlamak: Cırcırlı, Sürtünmeli ve Düz
Doğru ölçüm; talaşlı imalat, kontrol ve kalite süreçlerinde büyük