
Parça Tutma Şekilleri ve Dikkate Alınacak Hususlar
Bu Yazıyı Dinleyebilirsiniz.
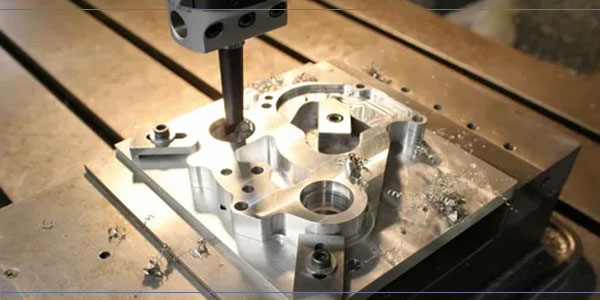
Mastar ve Jigler
Bir iş parçasını tutan, destekleyen ve konumuna yerleşmesini sağlayan, aynı zamanda kesici takımı belirli bir işlem için yönlendiren parça tutucu donanıma jig denir. Mastarlar genellikle jigler ile aynı tipte donanımlardır. Ancak aralarındaki temel fark, mastarların kesici takımı belirli bir işlem için yönlendirmemesidir. Jigler genellikle frezeleme işlemlerinde, mastarlar ise delme, raybalama, kılavuz çekme ve delik işleme uygulamalarında tercih edilir. Jig ve mastarlar, standart parça tutucu donanımlara göre daha yüksek hassasiyete sahiptir. Bu nedenle daha sıkı toleransların korunmasına yardımcı olurlar. Ayrıca hem kesici takım hem de parça hareketini kontrol edebilmeleri, indekslenebilir olmalarını sağlar. Her iki donanım da aynı temel bileşenlere sahiptir: gövde, konumlandırıcı, destek ve kelepçe…
Mastarlar ve Jigler
4 Jig Gövdesi Türü
Jig gövdeleri; Ön plakalar, taban plakaları, açılı plakalar ve kaide tipi olmak üzere dört tür gövde yapısına sahiptir.
Ön Plakalar: Genellikle bileşenlerin ön plakaya sabitlendiği ve akabinde iş miline monte edildiği torna uygulamalarında kullanılırlar.
Taban Plakaları: Hem frezeleme hem de delme işlemlerinde kullanılırlar ve makine tezgâhına monte edilirler.
Açılı Plakalar: Birbirine dik duran iki plakadan oluşur. Bazıları iş parçasının açısını değiştirmek için ayarlanabilir şekilde özelleştirilmiştir.
Kaide (Mezar Taşı): Parçanın çalışma tezgâhına dik olarak yönlendirilmesini sağlayan dikey olarak yönlendirilmiş büyük dikdörtgen jiglerdir. Kaideler ayrıca birden fazla parçanın monte edilebilmesi için iki yüzeye sahiptir.


İşleme operasyonu için gerekli ayarlar yapılırken, dikkate alınması gereken pek çok değişken bulunur. Konu CNC operasyonlarında parça tutmaya geldiğinde, 10 dakikalık döngülerle üretilen gevşek toleranslı bir parçayı tutmak ile 10 saatlik döngülerle üretilen sıkı toleranslı özel bir parçayı tutmak arasında çok büyük farklılıklar vardır. Uygulama özelinde doğru yöntemi belirlemek, verimli bir operasyonun sürdürülebilirliği için çok önemlidir.
CNC Parça Tutma Donanımları
Uygun parça tutma donanımları kolayca tekrarlanabilen kurulum adımlarına sahiptir. Bu nedenle bazı makineler, beraberinde standart parça tutucu donanımlarla birlikte gelir. Freze makinelerinde genellikle frezeler tercih edilirken, torna makinelerinde pensler ve aynalar tercih edilir. Bazı durumlarda parçayı düzgün bir şekilde sabitlemek için parçaya özel cnc parça tutma ekipmanlarına ihtiyaç duyulabilir. Mastar ve aparatlar bu özelleştirilmiş donanımlara örnektir.
Yer Belirleyiciler
Monte edilmiş, entegre, sabit ve ayarlanabilir olmak üzere yer belirleyiciler dört ayrı kriterle karakterize edilirler. Monte edilebilen yer belirleyiciler, jig içine yerleştirilen tümleşik muadillerinin aksine jige monte edilebilir ya da çıkarılabilirler. Sabit yer belirleyiciler hareketli bileşenlerin kullanımını sınırlandırırken, ayarlanabilir olanlar dişlerin ve/veya yayların kullanılması aracılığı ile harekete izin verir ve işlenen parçanın boyutuna göre ayarlanabilirler. Bunlar, sağlamlık – montaj kolaylığı oranını elde edebilmek adına birleştirilebilirler. Örneğin V tipi yer belirleyici, sabit ve monte edilebilir yer belirleyicilerin bir birleşimidir. Bir jige sabitlenebilir ancak hareketli bileşen bulunmaz.
Destekler
Adından da anlaşılabileceği gibi destekler, parçanın işleme süreci boyunca deformasyona uğramaması için parçayı destekler. Bu bileşenler ikiye katlanabilir ve bununla beraber yer belirleyici olarak sabit, ayarlanabilir, entegre ya da monte edilmiş olarak gelebilirler. Genellikle işleme sırasında parçanın altına yerleştirilen destekler, parçanın geometrisine, makineye ve kesici takımın temas noktalarına bağlı olarak yerleştirilir. Farklı şekil ve boyutlarda olabilirler. Genel destek sağlamak adına eş zamanlı olarak parçanın her iki tarafına paralel destekler yerleştirilmelidir.
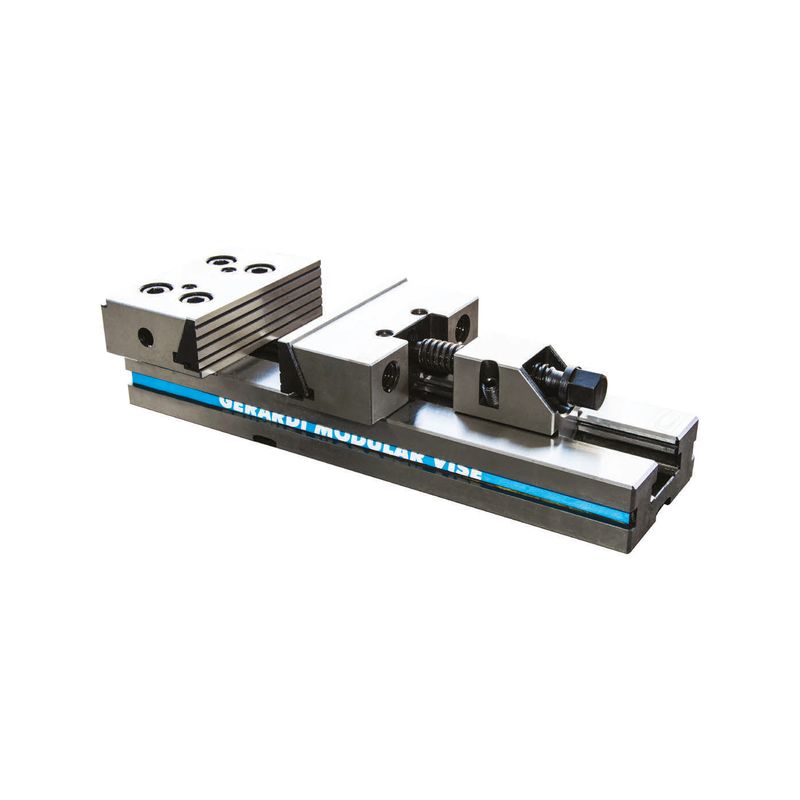
Kelepçeler
Bir şeylerin güçlendirilmesi ya da bir arada tutulması gereken durumlarda, farklı şekil, boyut ve güçlerde kelepçeler kullanılır. Mengene ve aynalar hareketli çenelere sahip bileşenlerdir ve standart kelepçeler olarak kabul görürler. Genelin dışında bir örnek, manivela sistemi içinde bir dayanak görevi gören pivot pimine sahip mafsallı kelepçelerdir. Daha yaygın tiplerden biri, hidrolik ve pnömatik yöntemlerini barındıran bir güç sıkma sistemidir.


Hidrolik Parça Tutma Sistemleri
Hidrolik sistemler, güç elde etmek için bir sıvıyı sıkıştırırken kavrama kuvveti üreten sistemlerdir. Bu tip kelepçeler, pnömatik kelepçelerle karşılaştırıldığında daha az yer kapladığından, daha büyük parçalar için kullanılırlar.
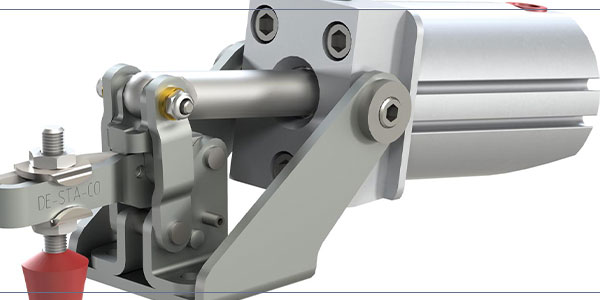
Pnömatik kelepçeler
Pnömatik kelepçeler, ihtiyaç duydukları kavrama kuvvetini sıkıştırılmış bir gazın yarattığı güç sayesinde üretirler. Genellikle daha hacimli olan bu sistemler, çalışma tezgâhında daha az yer gereksinimi olan küçük parçalar için idealdir. Güç bağlama sistemleri geleneksel yöntemlere göre bazı avantajlara sahiptir. Öncelikle, daha hızlı etkinleştirilebilmeleri ve devre dışı bırakılabilmeleri nedeniyle geçiş süresinden tasarruf edilmesini sağlarlar. İkinci olarak da, parçaya eşit basınç uyguladıklarından hata ve deformasyonu önlemeye yardımcı olurlar. Her iki türün de sunduğu en büyük dezavantaj, maliyettir. Ancak bu dezavantaj tasarruf sağladığı üretim süresi nedeniyle hızla dengelenebilme eğilimindedir.
Pnömatik Kelepçeler
İzlenecek Temel Yönergeler
Uygulama için uygun CNC parça tutma jig ve mastarını kurarken izlenecek birkaç önemli yönerge bulunur.
Uygun Tolerans Değerlerinin Sağlanması
Tercih edilen parça tutucunun toleransları, parça toleranslarından %20-50 oranında daha sıkı olmak durumundadır.
Kabul Edilebilir Konumlandırma ve Destek Parçalarından Yararlanmak
Konumlandırma ve destek elemanları, hem aşınmayı önlemek hem de desteklenen parçaların tolerans dışına çıkmasını engellerken çeşitli kullanımlara izin verecek şekilde sertleştirilmiş bir malzemeden yapılmak zorundadır. Destek ve konumlandırma elemanları, kolay değişimi sağlamak için standartlaştırılmalıdır.
İş Tutma Kelepçelerinin Doğru Konumlara Yerleştirilmesi
Kelepçe kuvvetinin iş parçasını deforme etme eğilimi göstermeden desteğe geçmesini sağlamak için, kelepçeler destek konumlarının üzerine yerleştirilmelidir. Kelepçeler, konumlandırıcılar ve destekler, kesme kuvvetinin parça boyunca eşit dağılımını sağlayacak şekilde yerleştirilmelidir. Kurulum, kolay bağlamaya izin verecek şekilde gerçekleştirilmeli ve zaman içinde çok fazla müdahaleye gereksinim duymamalıdır.
İşleme Esnekliğini En Üst Düzeye Çıkarmak
Jig ve mastarların tasarımı, bir yönlendirmede gerçekleştirilebilecek işlem miktarını maksimize etmelidir. İşleme sürecinde gerçekleştirilen kurulum rijit ve kararlı olmalıdır.



Sonuç
Parça tutma, birçok farklı yöntemle gerçekleştirilebilirken, işleme sırasında parçayı başarılı bir şekilde sabitleme görevini yerine getirir ve sonuçta işlenen parça belirlenen tolerans aralığında üretilir. Bazı kurulum yöntemleri diğerlerine göre daha verimli sonuçlar vereceğinden, parça tutma kalitesi de büyük ölçüde farklılıklar gösterebilir. Örneğin, dikdörtgen bir alüminyum malzemenin ortasında bir yuva oluşturmak için ayrıntılı bir mastara gerek yoktur. Mastarın yerine bir mengene kullanılması yeterlidir. CNC operatörlerinin parça tutma kurulumunu başarılı bir şekilde gerçekleştirmeleri, verimlilik ve etkinliği artırmak, değişimden, zamandan, malzemeden ve tolerans dışı parça maliyetlerinden tasarruf sağlarken aynı zamanda üretkenliği artıracaktır.
İlgili Yazılar

Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu

Pimetre Nedir? Pimetre Ne İşe Yarar?
Pimetre, nesnelerin uzunluk, çap, kalınlık ve derinlik gibi ölçülerini

Mikrometre Tamburlarını Anlamak: Cırcırlı, Sürtünmeli ve Düz
Doğru ölçüm; talaşlı imalat, kontrol ve kalite süreçlerinde büyük