8- Delme ve Frezeleme İşlemleri için Takım Tutucular
Daha önceki makalelerde de bahsettiğimiz gibi, freze ve delme makineleri, dönen bir kesme aletinin parçaya temas ettirilmesi ile parça yüzeyinden malzeme çıkarılması işlemidir. Birbirine çok benzer işlemleri kullanan delme ve freze makineleri, matkaplar, raybalar, kılavuzlar, parmak frezeler ve mil ile eşleşen takım tutuculara monte edilerek kullanılan freze takımları gibi çeşitli kesici aletler kullanır. Freze makineleri hem yatay hem de dikey tipte olabilir.
Pensler

Takım Tutucular Nelerdir?
Freze makineleri için pensler; yaylı veya yekpare tiplerde üretilirler.
Matkap ve diğer düz uçlu kesme takımlarının sabitlenmesinde genellikle bir pens kullanılır. Önceki makalelerde de anlattığımız gibi yaylı pensler ve yekpare pensler olmak üzere iki temel pens türü vardır.
Yaylı pensler kesici takımı yerinde tutmak için gereken itici gücü sağlamak adına iş miline monte edilmiştir ancak kesici takımı yerinde tutmak bir anlamda sürtünmeye de bağlıdır. Masif pensler makineye bağlanır ve makine tarafından tahrik edilirler.
Takım tutucunun ucuna yerleştirilen farklı aksesuarlar aracılığı ile takım tutucunun uzunluğu ihtiyaca göre uzatılabilir. BT, CAT-V ve diğer freze makinelerinde kullanılan farklı pensler hakkında çeşitli tanımlamalar yapılabilir. Bu tanımlamalar, otomatik takım değiştirme sistemine sahip makinelerde kavrama işlemi için kullanılan flanşlara ait standart boyutları ifade eder.
Manuel makinelerde kullanılan farklı pens stilleri değiştirilebilir özelliğe sahip olabilir ancak otomatik makinelerde kullanıldıklarında değiştirilemezler. Herhangi bir pens stilini tercih etmeden önce üreticinin sağladığı kılavuzları incelemekte fayda vardır.
Delme işlemleri freze makineleri ve delme makinelerinde uygulanan en yaygın işlemlerden biridir. Bu işlemlerde en yaygın kullanılan makine türü olan matkaplar, standart kesirli, sayısal ya da harf ile temsil edilen, farklı boyutlara sahip bükümlü matkaplardır. Takım tutucuya monte edilme şeklinde belirleyici olan ortak düz veya konik şaftlı bükümlü matkaplar üretilmektedir. Düz uçlu matkaplar, genellikle matkap ucunu konumlandırmak ve yerinde tutmak için kenarlarını sıkıştıran çenelere sahip olan pense monte edilmektedir. Pensler, hem sabit hem de değişken boyutlu konfigürasyonlara sahip olabilirler.

CNC Delme İşlemleri
Ayarlanabilir pensler, pens içinde yer alan kilitleme mekanizmasını döndürmek için dişli görevi gören bir anahtar sayesinde matkap şaftı üzerinde sıkışabilen dâhili çenelere de sahip olabilir. Ayarlanabilir bir pens, özel bir dişli anahtar sayesinde pens üzerindeki matkabı gevşetebilir ya da sıkıştırabilir. Ayrıca pensler, farklı boyutlara sahip matkap uçlarını hızlı bir şekilde değiştirme konusunda avantajlara sahip olsalar da sabit bir pensin doğruluk ve eş merkezliliğine sahip olmadıkları için hassas uygulamalarda tercih edilmezler. Anahtarsız aynalar, hafif hizmet tipi ve elde tutulan takımlar için kullanılırlar.
Sabit boyutlu pensler, her boyutun bir dizi matkap boyutu ile uyumlu olduğu farklı ölçülerde üretilirler. Sabit pensler genellikle dışta konik ve torna ya da freze makinesindeki takım tutucu üzerindeki bir konik ile uyumlu üç ya da daha fazla çeneye ya da parmağa sahip olabilir.
Pensin arkasındaki dişler torna ya da frezedeki dişliye bir halka takılmasına ve pens ile eşleşen konik içine sıkıca çekilmesine olanak tanır, bu durum çenelerin kesici takıma sıkıca kenetlenmesine neden olur. Bu tip pensler, matkabı takım tutucuya çok hassas bir şekilde konumlandırarak, matkap malzemeyi keserken onu sıkıca tutar.
Sabit penslerin en büyük dezavantajı, parça ya da kesici takıma ait tüm boyutları karşılayacak şekilde pek çok farklı boyuttan oluşan bir pens setinin satın alınmasını gerektirmesidir. Hem sabit hem de ayarlanabilir pensler, genellikle kesme aletinin montajından önce torna tezgâhına, matkap presine ya da freze makinesine monte edilir.
Konik Takım Tutucular
Takım tezgâhı milleri, birçok torna puntası, takım tutucu ve taret tasarımında, kesici takımların ve takım tutucuların rahat monte edilebilmesi için konik delikler bulunur. Bu konik delikler, takım tutucu ya da kesici takımı ortalayarak işleme yükü altındayken takımın dönmesini engelleyecek kuvveti sağlarlar.
Koniklik terimi, takım çapının ya da takım tutucunun alet uzunluğunun lineer ayağı başına değişiklik miktarını ifade eder. Örneğin, fit başına 25mm olarak belirtilen bir koniklik, 75mm uzunluğunda bir takım için 6.3mm çap değişikliğine sahip olacaktır. Konik şeklin başlangıcındaki takım çapının 32mm olduğu bir durumda, konik kısmın sonu 25.40mm’lik bir çapa sahip olacaktır. Konik açısını geometri kullanarak kolayca belirlemek mümkündür. Ancak takım tutucular ve takımlar genellikle inç başına koniklik, lineer ayak veya takım için standart bir boyuta tekabül eden bir sayı ile belirtilmektedir.

Konik Takım Tutucu Nedir?
Konikler, koniğin kesinliğine bağlı olarak kendi kendini tutan ya da kendi kendini serbest bırakan olarak iki sınıfa ayrılır. Kendi kendini tutan konikler çok küçük bir açıya sahipken, genellikle açıları sadece iki ya da üç derecedir. Kuvvet uygulanarak takım tutucu ya da konik matkabın iş miline doğru çekilmesi sonucu takım kenarlarında kesme işlemi sırasında dönmesini engelleyen çok büyük bir sürtünme kuvveti oluşur. Bazen matkabı mile sıkıştırma kuvveti bile onu sıkıca sabitlemek için yeterli olabilir.
Kendiliğinden serbest kalan konikler 16 derece veya daha fazla açıyla nispeten büyük iç açılara sahip olduklarından, konik üzerindeki tutma kuvveti çok daha azdır. Örneğin; bir freze tezgâhının takım tutucusunda fit başına 31/2 inçlik bir koniklik olabilir. Bu tip takım tutucular çok daha kolay bir şekilde çıkarılabilseler de takımın dönmesini önlemek için farklı bir takım kilitleme yönteminin kullanılmasını gerektirir. Konik şaftlı matkapların arkasındaki düz uç takım tutucunun arkasındaki bir yuvayla uyumludur. Matkabı takım tutucudan çıkarmak için matkap ucunun arkasındaki bir yuvaya konik bir anahtar sokulmalıdır.
Konik Çeşitleri
Takım tutucu seçiminde bilinmesi gereken birkaç farklı standart konik sistem vardır. Bunlara Mors koniği, Brown ve Sharpe koniği, Jarno koniği, Amerikan Ulusal Standart Makine Koniği ve ayrıca İngiliz Standardı koniği dâhildir. Bu standart sistemler, her bir koniklik boyutu ve o boyuta karşılık gelen geometriyi tanımlamak üzere bir numaralandırma sistemine sahiptir.
Çoğu torna tezgâhı milinde Mors konikleri kullanılırken, freze makinelerinde Amerikan Standart konikleri daha yaygın olarak kullanılır. Delme makineleri ve burgu matkap sapları Mors konik kullanır. Mors koniği her sayı için farklı açıya sahiptir ancak genellikle bu açı fit başına 5/8 inçtir. Mors koniği sayılarının bir listesi ve karşılık gelen şaft boyutlarını görebilirsiniz. Mors konikleri, takım tezgâhlarında en çok tercih edilen koniklerdir.
Brown ve Sharpe konikliği fit başına ½ inç olsa da her boyut için değişkenlik gösterir. Başta freze makineleri ve taşlama makineleri olmak üzere birçok takım tezgâhı mafsal ve penslerinde Brown ve Sharpe konikliği kullanılır. Bazı makineler, tüm konik boyutları için fit başına 0.600 inçlik bir konikliğe karşılık gelen Jarno koniğini kullanır. Büyük uçlardaki çap, koniklik sayısı x 1/8 inç, küçük uçlardaki çap, koniklik sayısı x 1/10 inçtir. Örneğin, 6 numaralı Jarno konikliği büyük uçta 6 1 ⁄8 inç veya 3 ⁄4 inç ve küçük uçta 6 1 ⁄10 inç veya 0.600 inçtir. Koniğin uzunluğu 6 1 ⁄2 inç veya 3.0 inçtir.
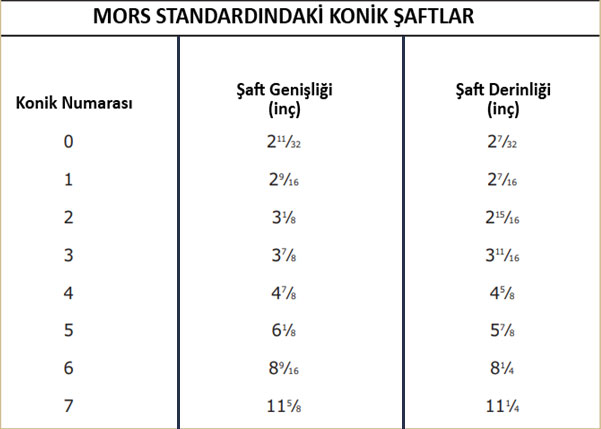
mors standardindaki konik saftlar
Profil işleme makineleri ve kalıp oyma makineleri gibi çeşitli makine türlerinde Jarno konikleri tercih edilir. Şu ana kadar bahsi geçen tipler kendi kendini tutan koniklerden oluşuyordu. Ancak açık takımların hızlı bir şekilde, hatta makine tarafından otomatik olarak değiştirilmesi gereken makinelerde, kendi kendini serbest bırakan takım tutucular tercih edilmelidir. Daha önce bahsettiğimiz gibi, kendi kendini bırakan tipler çok daha dik konik açılara sahiptir.
İlgili Yazılar

Testere Bıçaklarından Daha Fazla Verim Alın
Atölyeler birçok açıdan farklılık gösterse ve hiçbiri birebir aynı

Teknik İpucu: Hidrolik Pensler İçin Hızlı Rehber
Hidrolik Pensler (Hydraulic Chucks) hassas talaşlı imalatta yüksek doğruluk
Takım Tutucunun Anatomisi: Başarılı Bir Takım Bağlama İçin Bilmeniz Gereken Her Şey
Metal işleme sektörü daha yüksek devirler, daha zor işlenen