9- CNC Uygulamaları için Takım Tutucular
CNC makinelerinde kullanılan takım tutucular, standart takım tezgâhlarında kullanılanlara göre çok daha kritik bir öneme sahiptir. CNC makineleri, 30.000 RPM’in üzerindeki hızlarda ve artı ya da eksi 0.0088 mm hassasiyetle parça üretirken ilerleme hızları dakikada 10.000mm’ye kadar çıkabilir ve takım değişikliği 2-4 saniye gibi kısa bir sürede tamamlanabilir!
CNC tezgâhlarının sahip olduğu yüksek üretim kapasitesi, takım tutucu tasarımını daha önemli hale getirir. Şekil 38’de, CNC tezgâhlarında kullanılan birkaç takım tutucu örneğini görebilirsiniz. Hızlı değiştirilebilen bir takım tutucu sistemi, parça üzerinde birçok farklı işlemi yaparken matkaplar, parmak frezeler, uç frezeler veya taşlama takımları gibi farklı tipte kesici takımlar kullanılabilir. CNC programı sırayı, takım yolunu ve takım değişimini işleme programı için kontrol eder.

SK Senkronize
Kılavuz Çekme Başlığı
CNC makinelerinde kullanılan takım tutucuların hızlı bir şekilde değiştirilmeleri gerektiği için her zaman kendiliğinden serbest bırakılan tiptelerdir. Dik konikler takım tutucunun arkasında bağlanan bir çekme çubuğu kullanılarak iş mili üzerindeki yerlerinde tutulur. Çekme çubuğu, eşleşen konik takım tutucuyu merkezleyerek iş miline geri çeker ve işleme kuvvetlerine karşı direnç sağlayacak sürtünme yükü sağlar.
Amerikan Ulusal Standartlar Enstitüsü, ANSI B5.10-1981, R1987 spesifikasyonunda standart dik makine koniklerini belirler. Başta freze makinelerinde tercih edilen 30, 40, 50 ve 60 olmak üzere 5 ila 60 arasında 12 boy vardır. Her sayı, koniğin büyük ucundaki boyut için mastar boyu çapını temsil eder ve fit başına 3.5 inçlik aynı konikliktedir.
Takım tutucular, takım tezgâhı miline uygun şekilde oturmasını sağlamak için standart boyutlarda üretilir.
Takım tutucu, yüksek kaliteli işlemeyi garanti ederken makine mili ile kesici takım arasında eş merkezlilik, denge ve rijitliğin sağlanmasında kritik önemde bir bağlantıdır.
Değiştirme ve Doğruluk
Hassas CNC işlemlerinde kullanılan takım tutucular ve kesici uçlar için boyutsal belirtim, stiller ve alfanümerik tanımlayıcılar ANSI standardı B212.3–1986 (Endekslenebilir Uçlar için Hassas Tutucular)’da belirlenmiştir. CNC’de bir parça işlemek için yazılan programda takım yolu, takım ucunun merkezinin yolu olarak tanımlanır. Uçlar radyuslu olduğundan, bitmiş yüzeyler köşe yarıçapının ve kesici kenarın sahip olduğu boşluk açılarının bir sonucudur.
Programcı, gerçek takım ucu ile takım ucunun ana ve küçük kesme kenarlarının kesişmesiyle oluşan bir referans noktasını temel alarak, boyutlardaki farkları hesaplar ve farklı yarıçapları telafi eder. ANSI Standardı B212.3-1986’da, farklı takım tutucular ve kesici uçlar için ilgili boyutlar sağlanmaktadır. Ayrıca üretici tarafından sağlanan kataloglar, takım yarıçapları için telafi boyutlarını da kapsayan önemli kesici uç boyutlarını listelemektedir.
Herhangi bir parça üzerinde kullanılan kesici takım, hâlihazırda işlenmiş yüzeylerde elde edilen doğruluğu korumalıdır. Farklı bir işleme işlemi için takım tutucu değiştirildiğinde, CNC programı kesme işleminin tam olarak nereden başladığını bilmek zorundadır. Bu nedenle, daha önce de söz ettiğimiz gibi nitelikli takım tutucular tercih edilmektedir. Kesici takımlar değiştirilirken veya indekslenirken tekrarlama kabiliyetini sağlamak için kesici kenarlardan ve uçlardan takım tutucunun çeşitli yüzeylerine olan mesafeler bir inçin birkaç binde biri içinde kontrol edilir.
Kesici ucun kendisi yeni bir kesme kenarı ortaya çıkarmak için taşlandığında, nitelikli takım tutucular kullanılsa dahi, operatör uç bağlama mekanizmasını her defasında aynı şekilde ayarlamak için özen göstermelidir. Dişsiz kam pimi, ucu takım tutucuya kilitlemek üzere dişsiz bir pim kullanan ve uçları takım tutucuya kilitlemede sıklıkla tercih edilen bir yöntemdir.
Kam pimleri, hem saat yönünde hem de saat yönünün tersine dönüşlerle ucu sıkabilir. Uygulamak her zaman mümkün olmasa da, kam kilidini her zaman aynı yönde sıkmayı genel bir kural haline getirebilirsiniz. Kilit mekanizması ne olursa olsun, tertibatın her seferinde farklı ayarlanması durumunda ortaya çıkacak olası etkilerden haberdar olmalısınız.
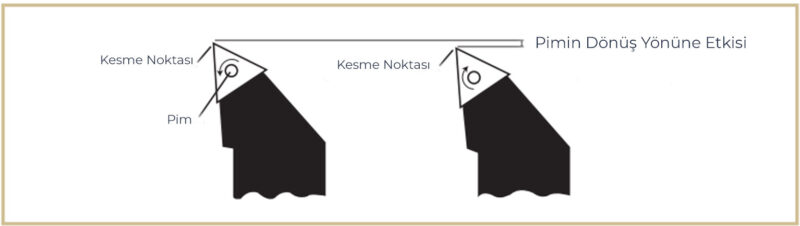
Kesme noktasının konumundaki yanlışlıklar bazı kesici uç bağlama yöntemlerinden kaynaklanabilir.
Freze Makinesi Kesicileri
Freze makineleri, bilhassa CNC freze makineleri, çok çeşitli yüzey konturları üretecek yeteneğe sahiptir. Freze makineleri, yatay ve dikey olmak üzere iki genel kategoriye ayrılır. Bu geniş kategoriler içinde, pek çok farklı kesim işlemi gerçekleştirilebilir. Kullanılan farklı freze takımlarından birkaçı; yüzey frezeleme takımları, kare kenarlı frezeler, oluk kesiciler, cep ve kontur kesiciler, helisel kesiciler, yarıçap ve pah kesiciler ve dalma kesicilerdir. Bu kesici takımların her biri farklı tipte kesim işlemleri için tasarlanmıştır.
Otomatik takım değiştirici sisteme sahip bir CNC makinesinde, aynı tutma alanında farklı takım tipleri yer alabilir. Genel konfigürasyonun, özel olarak şekillendirilmiş bir kafanın dış yarıçapına takılan kesici uçlar olduğuna dikkat edin. Kafa uçlar monte edildikten sonra makine miline yerleştirilmiş konik bir takım tutucuya takılır. Uçlar genellikle aynı düzlemdedir. Bununla birlikte, kullanılan takım bir helisel kesiciyse, kesici uçlar kesici ekseni boyunca düzlemlerde aralıklı olarak konumlanır. Böylece bir kesici düzinelerce kesici uç kullanabilir! Diğer özel kesiciler, uçları konumlandırmak için birden fazla katman ya da konuma sahip olabilir.
Mevcut tüm konfigürasyonlara göz atmak isterseniz, üretici tarafından sağlanan katalogları incelemelisiniz. Freze makinelerinde kullanılan kesici uçlar, torna uçları için kesici uç standartlarıyla aynı olmamakla birlikte benzer ama farklı bir numaralandırma konfigürasyonuna sahiptir.
İlgili Yazılar

Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu

Pimetre Nedir? Pimetre Ne İşe Yarar?
Pimetre, nesnelerin uzunluk, çap, kalınlık ve derinlik gibi ölçülerini

Mikrometre Tamburlarını Anlamak: Cırcırlı, Sürtünmeli ve Düz
Doğru ölçüm; talaşlı imalat, kontrol ve kalite süreçlerinde büyük