
Elmas Diş Çekme uçlarının avantajları ve Makine Kılavuzları ile aralarındaki farklar
Bu Yazıyı Dinleyebilirsiniz.
Diş (Yiv, Hatve) açan diş uçları (Diş çekme)
CNC makine tezgahında kullanılan takımlarının dünyada gelişmesi ile birlikte, diş çekme gün geçtikçe daha çok önem kazanmıştır. Çok iyi bir işleme performansı sunan bu yöntem ile diş çekme işlemlerinin maliyeti azaldı, verimliliği yükseldi. Ayrıca güçlü işleme takımları ile diş çekme işleminde karşılaşılan güçlükler ve problemler de çözüldü. Günümüzde diş çekmeye dayalı imalatta geçerli materyal karbürdür. İşleme hattının hızı karbür kullanımı sayesinde dakikada 80 ile 200 metre aralığına ulaşmıştır ve yüksek hızlı işleme ile aynı işlemde sadece dakikada 10 ile 30 metre civarında olmaktadır. Bu yüzden diş çekme için yüksek hızlı kesim ile diş çekme işleminde yüzey kalitesi de önemli biçimde artış gösterdi.

Titanyum alaşımı, nikel bazlı alaşımlar gibi yüksek sertlikteki materyaller ve işleme sırasında yüksek ısı oluşan materyallerde bu proses her zaman daha zor olmakta ve her an daha güç sorunlarla karşılaşılabilmektedir. Yüksek hızla talaş kaldırarak işlemedeki zorlukların ana nedeni, materyal üzerinde diş çekerken takımın kullanım ömrünün kısalmasıdır. Bu nedenle karbür delme takımı kullanmak sert metallere diş çekme işleminin etkili sonuç vermesi için ideal çözümdür. Tezgahta işlenebilecek materyal sertliği aralığı 58 ~ 62 Hrc’dir. Yüksek alaşımlı malzemelere diş çekmek için yararlanılan diş çekme freze tezgahı ayrıca çok üstün işleme performansı gösterir ve beklenilenden daha uzun ömürlüdür. Aynı vida dişi eğimi için, vida deliğinde farklı çap ölçüleri uygulanabilir. Kılavuz ile diş çekme işlemindeyse böyle bir işi tamamlamak için tek bir takımdan fazlası gerekir. Fakat diş çekme operasyonu uygulanıyorsa, mümkün oldukça işe uygun takımı kullanmakta yarar var. Kılavuz kaplaması aşınmışsa, diş çekme işleminde ölçü en düşük tolerans değerlerine sahipse, bu kılavuz kullanılmaya devam edilemez. Böyle kılavuzlar sadece hurdaya ayrılmalıdır. Ayrıca diş diş ucu ile çalışırken kaplamanın aşınması durumunda ve işlenen vida hatvesinin boyutu tolerans değerini aşmaya başladığında, doğrudan CNC sistemini takım yarı çapını telafi edecek şekilde ayarlamak gerekmektedir. Böylece diş çekme işlemine istenilen boyutlara uyarak sürdürmek mümkün olur.
Benzer şekilde, yüksek hassasiyetli dişli yivleri elde etmek için, karbür (elmas) diş çekme uçları kullanırken takım yarıçapı ayarlama yönteminden faydalanılmalıdır. Sonrasında imalat sırasında yüksek hassasiyetli dokunuşlarla işlem kolaylaşır. Küçük çaplarda diş çekme işlemi için, özellikle yüksek sertlikteki malzemeler ve yüksek alaşımlı çeliklerde diş çekme işlemi yapılırken, kılavuz bazen kırılır ve diş çekilen yivleri tıkar yani kılavuz delik içinde kalır. Hatta parçaların artık kullanılamaz hale gelmesine yani çöp olasına neden olur. Diş çekme kesicilerinin kullanımında, kullanılan takımın çapı işlenen yivlerin çapından daha küçüktür. Diş çekme operasyonu sırasında takım kullanılırken kırılsa bile kılavuza kıyasla daha çok iş görür. Tabii takım kesme gücü büyük ölçüde azalır. Bu durumda geniş çaplı diş çekme işleminde tezgaha binen yükün artışına çözüm bulmak özellikle önemlidir. Kılavuz ile işleme sorunları ortaya çıktığında çalışma sürdürülemez ve vida deliğinden kılavuzu çıkarmak kolay değildir.
Takım tezgahlarında diş çekmek için CNC tezgah takımları ile birlikte diş çekme kesicileri kullanımı gayet pratik olan aletlerdir ve günümüzde kullanımı yaygın olan takımlar arasında yer alırlar.
heikenei.com

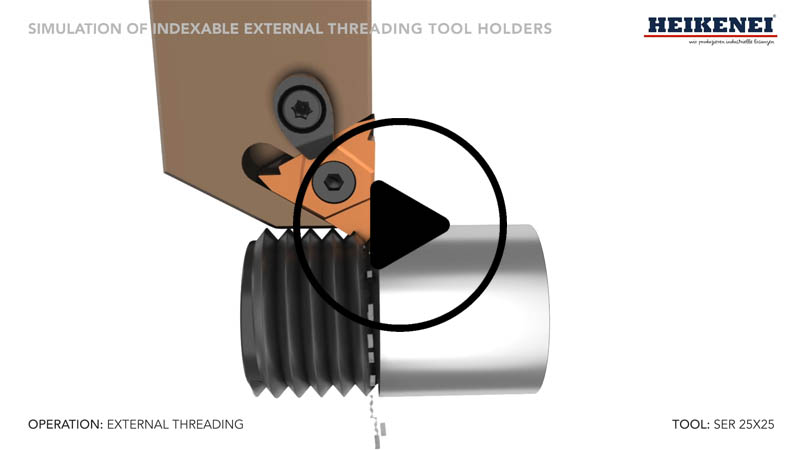
Makine Kılavuzu ile Deliğe diş çekme operasyonu
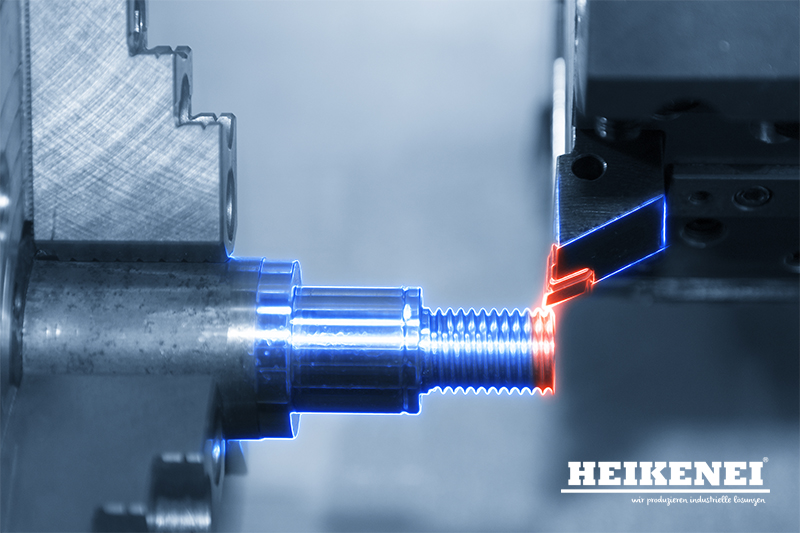
Elmas Diş Çekme ucu ile dış çapa diş çekme operasyonu


İlgili Yazılar
Frezeleme Nedir?
Frezeleme, düz yüzeylerin yanı sıra karmaşık konturlara sahip parçaların

CNC İşlemenin Mantığı, Süreçleri ve Uygulama Alanları
CNC işleme, bilgisayar kontrollü takım tezgahları kullanılarak parça üretme
Parmak Freze Kırılması Nasıl Önlenir?
CNC makineleri, üretim tesislerinde çalışanlar parmak freze kırılması konusunun