
Hassas Mekanik Parçaların İşlenmesi/ Titreşimli İşlemenin Avantajları
Hassas Mekanik Parçaların İşlenmesi/ Titreşimli İşlemenin Avantajları
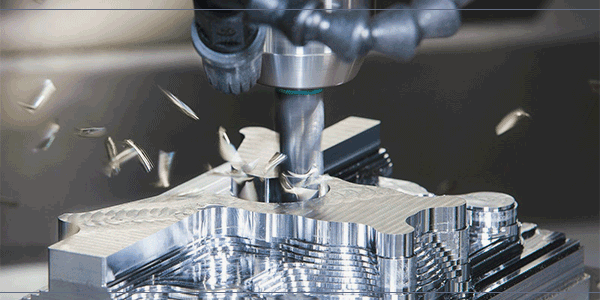
Titreşimli kesme işlemi esnasında ortaya çıkan kesme kuvveti küçüktür. Kesme sıcaklığı düşük, soğutma yeterli ve talaşların kırılması ya da uzaklaştırılması kolaydır. Bu durum, hassas mekanik parçaların işlenmesinde kullanılan takımların ömrünü önemli ölçüde uzatır. Uygun titreşim parametrelerinin tercih edilmesi, takım ömrünü bazı durumlarda birkaç kez uzatır. Ayrıca işlenmesi zor malzemelerin ve süreçlerin uygulanması için daha iyi bir yol sunar. Semente karbür takımla paslanmaz çeliğin titreşim kullanılarak kesilmesi , takım hizmet ömründe daha iyi sonuçlar vermektedir. Takım ömrünün uzaması takım malzemesinden tasarruf etmeyi sağlar. Ayrıca zamanı azaltmak, hassas mekanik parçaların işleme maliyetinde düşüş, üretim verimliliğinde artışı sağlamaktadır. Ek olarak işleme kalitesinin sağlanması gibi avantajları da beraberinde getirir.

Hassas Mekanik Parçalar Nasıl İşlenir
Sıradan kesme işlemlerinde talaşlar, hemen her zaman takımın kesici yüzeyinde yüksek sıcaklık ve basınç alanı oluşmasına ve kesme sıvısının kesme alanına girmesinin zorlaşmasına ve kesici takım çevresinde yalnızca dolaylı bir soğutma etkisinin gerçekleşmesine olanak tanır. Öte yandan titreşimli kesme işleminde kesme aralıklı gerçekleştiğinden, takım hassas parçalardan ayrılmaktadır. Sonrasında kesme sıvısı kesme alanına girerek takım ucunu tamamen soğutarak yağlar. Özellikle Ultrasonik titreşimli kesme düşünülürse, bir yandan Ultrasonik titreşim kaynaklı kavitasyon nedeniyle kesme sıvısı tekdüze emülsifiye parçacıklar üretmek için eşit derecede emülsifiye olmaktadır. Ayrıca kesme sıvısının malzeme çatlaklarına nüfus etme oranı daha yüksek olacaktır.
Titreşimli Kesme İşlemi Nedir
Titreşimli kesme işlemi sırasında, takım sinüzoidal bir yasaya göre titreşir. Daha sonrasında işlenmiş yüzeyde ikinci yeniden işleme sırasında oluşan süslü ağ modelleri ile benzer özellikler taşıyan küçük takım izleri oluşturmaktadır. Ek olarak aşınma direncinin artmasına neden olur. Bu durumda titreşimle kesmenin gerilimi çok küçük, işleme metamorfik tabakası sığ ve kesici kenar yakınında sadece küçük bir işleme deformasyonu oluşmuştur.



İlgili Yazılar
Takım Tutucunun Anatomisi: Başarılı Bir Takım Bağlama İçin Bilmeniz Gereken Her Şey
Metal işleme sektörü daha yüksek devirler, daha zor işlenen
Parça Üretiminde Matkap Ucu Türleri
Matkap ucu, ürün ve malzemelerde delik açmak için kullanılan

Neden Y Ekseni? CNC Tornada Y Ekseninin Avantajları
CNC işleme dünyasında verimlilik ve hassasiyet kritik öneme sahiptir.