
Mikrometre Rehberi: Hassas İnceleme Aracı
Bu Yazıyı Dinleyebilirsiniz.
Temel el tipi mikrometreler, uzun yıllar boyunca farklı konfigürasyonlar ve dijital elektronikleri de içeren bir gelişim süreci geçirmiştir. Üretim endüstrilerinde, mikrometre hala çok yönlü ve popüler hassas ölçüm cihazlarından biri olarak tercih edilmektedir. Bunun başlıca nedeni mikrometrenin, doğrudan boyut bilgisi ve yüksek çözünürlük sunmasının yanı sıra çeşitli ölçüm uygulamaları için yüksek uyumluluğa sahip olmasıdır. Bu makalede, mikrometre hakkında detaylı bilgi vermeye çalışacağız.
Mikrometre Nedir?
Mikrometreler, işlenmiş ya da makine mühendisliği parçalarının iki yüzü arasındaki kalınlık ya da mesafe ölçümünde kullanılan, kalibre edilmiş bir vidaya sahip hassas bir ölçüm aletidir.
Mikrometreler genellikle Vernier, kadran ve dijital kumpaslar gibi metrolojik cihazlarla birlikte kullanılır. Ayrıca mikroskoplarda veya teleskoplarda, mikroskobik bir nesnenin ya da gök cisminin görünen çapının ölçülmesinde de mikrometreler kullanılır.
Mikrometrenin yaklaşık 150 yıl önce hayatımıza girmesinden bugüne, çok sayıda farklı temas noktası konfigürasyonu geliştirilmiştir ve bunun başlıca nedeni çok çeşitli alanlarda neredeyse sonsuz sayıda ölçüm uygulamasının gerçekleştirilebilmesidir. Sonuç olarak, geliştirilen bu çok sayıda mikrometre çeşidi, mikrometreyi imalat endüstrisinde evrensel bir uzunluk ölçme aleti haline getirmiştir.
Mikrometre çeşitlerinden bazıları;
Evrensel mikrometre: Düz, küresel, kamalı, disk, bıçak ağızlı gibi değiştirilebilir örslere sahiplerdir. Evrensel terimi, modüler bileşenlere sahip mikrometrelere atıfta bulunmak için kullanılır ve bir parçanın iç çapı, dış çapı, adımı ve çok daha fazlası için kullanılabilir. Çoğunlukla Mul-T-Anvil ve Uni-Mike markalarının ürettiği aletler yaygındır.
Bıçak ağızlı mikrometre: Sahip olduğu bir dizi dar uç dar bir o-ring kanalı ile eşleşerek ölçümü sağlayan mikrometrelerdir.
Hatve çapı mikrometresi: Diş şekilli uç kısmı vida dişi hatve çapının ölçümünü sağlar.
Limit mikrometre: İki pim ve sürgülü mastardaki gibi kullanılan iki örse sahiptir. Ölçümü yapılan parça, birinci ve ikinci boşluktan geçerek gereksinimi karşılayacak şekilde yerleştirilmelidir. Bu iki boşluk, tolerans aralığının alt ve üst kısmının doğruluğunu gösterir.
Delik tipi mikrometre: Bu tip mikrometreler iç çapların ölçümünde sürece dâhil olan iç örs başlığına sahiptir.
Tüp tipi mikrometre: Tasarımında iş miline dik yerleştirilmiş silindirik bir örs bulunur ve tüplerin kalınlığını ölçmek için kullanılır.
Mikrometrenin İşlevi Nedir?
Mikrometre, mühendislik, imalat ve bilimsel deneyler gibi çeşitli alanlarda geniş bir uygulama alanına sahiptir. Farklı ve çok çeşitli nesnelerin yüksek hassasiyet ve doğrulukla ölçülmesi için kullanılır. Bu nedenle, mikrometrelerin anlaşılması ve kullanımının doğru olması için temel parçaları ve bu parçaların işlevlerini bilmek bir zorunluluktur. Bir mikrometrede yer alan parçalar ve işlevleri ise şunlardır:
Gövde
Mikrometrenin C şeklindeki bu kısmı, nesneler için tutma noktalarına sahip sert bir kısımdır. U şeklindeki gövdenin boyutu ölçüm aralığı ile doğru orantılı olarak değişkenlik gösterir. Ana işlevi, bir uçta sabit diğer uçta hareketli çenenin içe ve dışa doğru kaydığı bir temel yapı sağlamaktır.
Sıfır ayar vidası
Bu vida, mikrometrelerde sıfır hatasını ayarlama ve düzelme işlemlerinde kullanılan, örsün arka ucunda konumlanmış bir vidadır. Test sırasında ölçüm öncesi sıfır hatanın düzeltilmesine de yardımcı olur.
Sabit Uç
Parça ve nesneleri ölçmek için bir tutma noktası görevi görür. Gövdenin uzak ucunda yer alan küçük, silindirik bir parçadır ve çoğu kullanıcı tarafından mikrometrenin sabit ölçüm ve tutma noktası olarak tanımlanır.
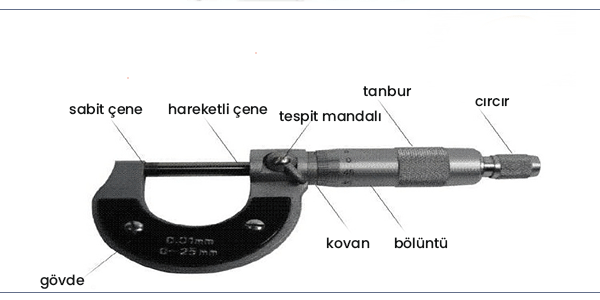
Mikrometre Parçaları
Hareketli Uç
Bu silindirik parça, mikrometrenin kilit somunu, manşon ve yüksük gibi parçalarına montelidir. Cırcır aracılığı ile hareket ettirilebilir ve saat yönü ya da tersine döndürüldüğünde, parça boyutunun ölçümü için içe ya da dışa doğru hareket eder.
Sabit ve Hareketli Uç Yüzeyi
Sabit ve hareketli uçlar birer yüze sahiptir ve birbirlerinin karşısında bulunurlar. Mikrometrenin ölçüm noktası olmalarının yanı sıra, ölçüm için hacmi ya da nesneyi tutacak şekilde tasarlanmışlardır.
Kilit Somunu
Mikrometrelerin mekanizması, iş mili üzerinde yer alan hassas taşlanmış dişlere dayalıdır. Kilit somunu, bu mekanizma üzerinde bir kontra somunu gibi çalışacak şekilde tasarlanmıştır ve milin hareketini kontrol eder.
Kovan
Ana işlevi, mikrometrede okumanın milimetre cinsinden gösterimidir. Mikrometre miline monte edilmiş namlu tipi silindirik bir parçadır ve ana ölçek kovan üzerine oyulmuştur.
Yüksük
İş mili üzerine monte edilen yüksük üzerine, nesnenin kesirli değerini göstermek için bir ölçek oyulmuştur.
Cırcır
Cırcır, hareket ettirildiğinde mili istenen yöne döndürmek için kullanılan tırtıklı bir kavrama bileşenidir. Cırcır hareketi, mikrometrenin ölçümü yapılacak nesne üzerine fazla sıkılmasını önlemek içindir. Ayrıca, her ölçümde eşit basınç kuvvetinin sağlanmasına da yardımcı olan bir parçadır.
Mikrometre Nasıl Okunur?
Mikrometrenin Avantajları Nelerdir?
Genellikle mükemmel bir hassas ölçüm aracı olarak algılanan mikrometrenin, farklı ölçüm aletlerinde olduğu gibi bir dizi etkileyici avantajı vardır;
- Doğru ölçüm sağlar: Günümüzde en hassas, hızlı ve doğru ölçüm yapan aletlerden biri mikrometredir. Farklı türlere sahip olan mikrometreler genellikle 0,001mm’ye kadar ölçüm yapabilme yeteneğine sahiptir.
- Geniş uygulama alanı: Mikrometreler basitlikleri nedeniyle, makine mühendisliği, işleme endüstrileri, imalat endüstrileri ve daha pek çok benzer endüstride dâhil olmak üzere kendilerine oldukça yaygın bir uygulama alanı bulur. Kullanıcı dostu kullanım şekli nedeniyle, kullanıcılar bu aletleri kolayca öğrenecek doğru okumalar elde edebilirler.
- Büyük potansiyeller sunar: Mikrometreyi oluşturan her birim ve parça, belirli işlevleri yerine getiren özel ekipmanlara sahiptir. Bu özel parçalardan bazıları, kullanım ihtiyaçlarına uygun olarak daha hassas ölçümler sağlamaya yardımcı olan uçlar da içerir.
- Farklı uygulamalar için üretilen farklı türler: Özel uygulamalar için farklı tipte üretilen mikrometreler ile belirli bir mesafenin doğru ölçümü için kullanıcının uygun mikrometre türüne sahip olmasını gerektirir. Aksi halde, yapılan ölçüm proje için güvenilir olmayabilir.
- Dayanıklılık: Mikrometreler, sundukları uzun hizmet ömrü ile dayanıklı aletler olmaları ile ünlüdür. Yalnızca satın alma işleminde bir yatırım yapılır ve bu yatırımın karşılığı, kullanıcıya zaman içerisinde geri döner. Bunun başlıca nedeni, satın alınan mikrometrenin farklı uygulamalarda birden çok defa kullanılabilmesidir.
- Maliyet: Uygulamalarında geniş bir ölçüm aralığına gereksinim duyulduğunda mikrometre, büyük ölçüm aletleri ile karşılaştırıldığında daha uygun maliyetlidir. Bunun başlıca nedeni, mikrometrenin sahip olduğu uçların farklı boyutları ölçmeye olanak tanımasıdır.
- Güvenilir ölçüm sağlar: Bir mikrometre, cırcır mekanizması ve entegre ölçekten oluşur. Cırcır mekanizması, yüksek üzerine eşit basınç uygulanmasını sağlarken güvenilir ölçümler elde edilmesini sağlar. Ayrıca, manşon ve yüksük ölçekleri gibi entegre ölçekler de aletin tasarımında yer alır.
Ölçü Aletleri Nelerdir?
Mikrometre Yapımı
Mikrometrenin Çalışma Prensibi
Vida dönüşünü ölçerek küçük mesafelerin daha büyük mesafelere dönüştürülmesi prensibiyle çalışan mikrometreler, bu prensibi daha küçük mesafelerin büyütüldükten sonra bir ölçekte kolayca okunmasını sağlamak için vida ilkesini kullanır.
Çalışma prensibini daha iyi anlamak için tipik bir dişli vidanın başı çevrilerek yuvaya yerleştiğini düşünün. Vida takılırken, vida dişi belirli bir sayıda kendi ekseni çevresinde döner. Bu dönüşlerin her birine vida adımı denir.
İlgili vidanın tüm dişleri bilinen bir hatve ile üretilmişse, üreteceği eksenel hareket miktarı bir ölçek yardımı ile kolaylıkla izlenebilecektir. Nihayetinde mikrometreler, parçaların boyutunu ölçmek için buraya kadar bahsettiğimiz prensip ve ilkeleri kullanır.
Yapı
Bir mikrometre, bir ucu silindirik, içi boş bir boruya bağlanan U şekilli bir yapıya sahiptir. İçi boş boru içerisinde eşit dişli somun bulunur ve düz yüzlü uzun bir saplama bu somuna takılıdır. Ayrıca U şekilli gövdenin diğer ucunda da düz yüzlü küçük bir saplama daha vardır ve somunun tam karşı tarafına konumlanmıştır. Her iki bölümdeki saplamaların yüzleri birbirlerine tam olarak paralel olacak şekildedir.
Bu iki saplamanın hareketli olana hareketli uç ya da mil, sabit olanına ise örs ya da sabit uç adı verilir. Mil, kafa hareket ettirildiğinde örs kısmına doğru ya da tam tersine yönde hareket eder. Gövde hem örs hem de mili taşır. Manşon kısmı, gövdeyi mikrometrenin hareket etmeyen silindirik kısmına bağlayan parçadır ve bu bölüm üzerinde bir ölçek bulunur. Bu ölçeğe ana ölçek adı verilir.
Mikrometrenin en önemli parçası, silindirik kısım içindeki vidadır. Vida, ölçek aracılığı ile parçaların küçük boyutlarını ölçerek mesafelere dönüştürmeye yardımcı olur. Ayrıca mili hareket ettirmek ve ayarlamak amacıyla döndürülebilen yüksük de bu bölümdedir. Yüksük, ikincil ölçeğin konumlandırıldığı kısımdır.
Mikrometre 0 Hatası
Borunun en uç kısmında, önceden belirlenmiş bir tork ile kayarak basınç uygulayan cırcır bulunur. Sonuç olarak bu cırcır, milin gereğinden fazla hareket etmesini engeller. Farklı uygulamalar için üretilmiş çeşitli mikrometreler olsa da, bazıları kilitleme cihazlarına sahiptir. Bu cihazlar, ölçüm yaparken hataları önlemek için cihazı belirli bir ölçüm aralığında tutar.
Daha önce de açıkladığımız gibi bir mikrometrenin ana parçaları şunlardır:
- “U” şekilli gövde
- Örs
- Mil
- Sabitleme kolu
- Yüksük
- Cırcır
- Vida
Mikrometre Nasıl Kullanılır?
Mikrometrenin doğru kullanımı için aşağıdaki adımlar izlenmelidir:
- Cihazı oluşturan bileşenlerin bazılarının sabit bazılarının hareketli olduğu bilinmelidir.
- Ölçüm öncesi hareketli ve sabit uç temizlenmelidir. Her ne kadar zorunlu olmasa da hassas okumalar için her iki parça yüzeyinin de temizliği önemlidir.
- Ölçümü yapılacak parça sol elle tutularak sabit uç üzerine yerleştirilir. Bu kısım sabit olduğundan mil tarafından uygulanan basınca karşı dayanıklıdır.
- Gövde bir avuç içinde hafifçe dururken, mikrometre sağ elle tutulur. Ellerin ikisini de serbest bırakmak adına mikrometre gövdesi farklı bir yere sabitlenebilir.
- Mikrometre mandalı saat yönünün tersine çevrilmelidir. Bu aşamada manşon üzerindeki ölçek ile yüksük üzerindeki sıfırın aynı hizada olduğundan emin olmak gerekir.
- Mil nesne ile temas edene kadar dönüş sürdürülür. Bu işlemi tamamlamak için yeterli kuvvet uygulanmalı ve yüksük üç kez tıkladığı zaman işlem durdurulmalıdır.
- Mikrometre nesneyi tutarken kontra somunu ayarlanmalıdır.
- Nesne dikkatlice dışarı kaydırılırken, sabit ve hareketli uç yüzeylerinin çizilmediğinden emin olunmalıdır. Bu kısımlarda oluşan küçük çizikler bile cihaz doğruluğunu etkileyebilmektedir.
- Kilit açılmadan önce yapılan okuma hem birincil hem de ikincil ölçeğe kaydedilmelidir.
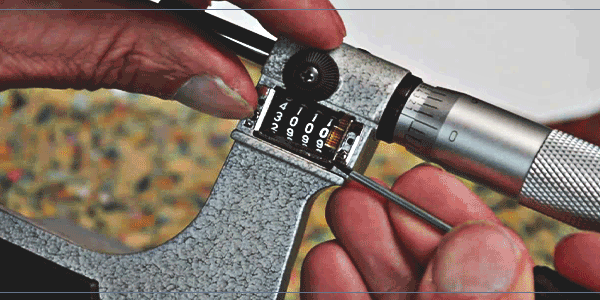
Mikrometre Nasıl Okunur?
Çoğu üretici için günlük faaliyetler için kesin ve doğru bir ölçüm zorunluluktur. Dairesel ya da silindirik parçalar ölçülmesi gerektiğinde, kullanılacak en uygun ölçüm cihazı bir dış mikrometredir. Ayrıca, iyi kalibre edilmiş bir mikrometrenin okunması başlangıçta zor gibi görünse de, zaman içerisinde sabır ve tekrarlanan uygulamalar sonucu, kullanıcının ölçüm becerileri uyum sağlar.
Bir mikrometrede, silindirik kısımda dönen bir ölçek de dâhil olmak üzere iki ölçek bulunur. Sabit kısımda bulunan ölçeğe ana ölçek, dairesel kısımda yer alan ölçeğe ise ikincil ölçek adı verilir.
Genellikle ana ölçek üzerinde en düşük sayı 0,5mm iken, dairesel (ikincil) ölçek 50 ~ 100 eşit aralığa sahiptir.
En Küçük Sayı
En küçük sayı, mikrometre ile ölçülebilen minimum uzunluğu ifade eder.
Bu Yazımızı Okumuş Muydunuz? ▶▶▶▶
Ölçüm Hataları ve Türleri
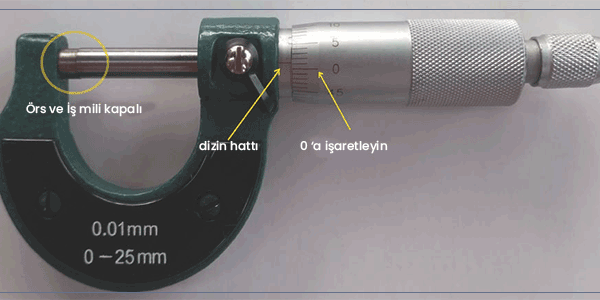
Mikrometre Sıfır Hataları
Mikrometreler, ana ölçek ile ikincil ölçek üzerinde yer alan sıfırların eşleşmesini sağlayan, birbirine temas edecek şekilde tasarlanmış, sabit ve hareketli uçlara sahiptir. Ancak iki ölçek üzerindeki sıfır eşleşmezse, mikrometrenin sıfır hata gösterdiği anlaşılır. Bu sıfır hatası, aşınma, yıpranma ya da üretim hataları kaynaklı olabilir.
Pozitif Sıfır Hatası
Dairesel ölçeğin sıfır işaretinin ana ölçek sıfır işareti altında kaldığı durumlara pozitif sıfır hatası denir. Bu hata ile karşılaşıldığında, ana ölçek üzerinde yer alan çizginin dairesel ölçek üzerindeki konumuna dikkat edilmelidir. Pozitif sıfır hatası, mikrometrenin en küçük sayımı ve ana ölçek çizgisiyle çakışan dairesel ölçekteki bölme sayısının çarpımına eşittir. Bu gibi durumlarda okuma hatasını engellemenin en iyi yolu, elde edilen sapmanın genel okumadan çıkarılmasıdır.
Negatif Sıfır Hatası
Dairesel ölçek üzerinde yer alan sıfır işaretinin ana ölçek sıfır işareti üzerinde olduğu durumlara negatif sıfır hatası denir. Ana ölçek çizgisi ile çakışan dairesel ölçek üzerindeki bölmeye dikkat edilmelidir. Negatif sıfır hatası, mikrometrenin en küçük ölçümü ile ana ölçek çizgisi ile çakışan dairesel ölçekteki bölme sayısının çarpımına eşittir. Okuma hatasını engellemek için elde edilen sapma genel okumaya eklenir.
Yukarıda sıfır hatalarına dair fenomeni anlattığımıza göre, sürecin işletilmesi için takip edilecek adımlar şunlardır:
- Ölçülecek nesne sabit ve hareketli uçlar arasına yerleştirilir.
- Dairesel ölçek sıfır işaretinden hemen önce ana ölçekte görüntülenen okuma (MSR) not edilir.
- Ama ölçek çizgisi ile eşleşen dairesel ölçek bölümlerin sayısı (n) not edilir. CSR = (n) x En az sayı
- Beklenen okuma CSR ile MSR toplanarak yapılır.
- Son okuma için CSR ile MSR ’nin toplamından sıfır hata çıkarılır.
Bu Yazımıza da Göz Atmak İsteyebilirsiniz
Ölçme Aletlerinin Statik ve Dinamik Özellikleri Nelerdir?
Özet
Mikrometreler, imalat endüstrilerinde sıkı tolerans ve yüksek hızlı üretim taleplerini karşılamak için 150 yılı aşkın süredir gelişiyor.
Çok çeşitli uygulamalarda hassas ölçüm yapabilmek adına faydalı bir alettir. Son derece dayanıklı olmasının yanı sıra hem uygun maliyetlidir hem de güvenilir ölçümler yapmaya olanak tanır. CNC işleme, makine mühendisliği ve benzer alanlarda hassas ölçüm için yaygın olarak kullanılırlar.
İlgili Yazılar
Takım Tutucunun Anatomisi: Başarılı Bir Takım Bağlama İçin Bilmeniz Gereken Her Şey
Metal işleme sektörü daha yüksek devirler, daha zor işlenen
Parça Üretiminde Matkap Ucu Türleri
Matkap ucu, ürün ve malzemelerde delik açmak için kullanılan

Neden Y Ekseni? CNC Tornada Y Ekseninin Avantajları
CNC işleme dünyasında verimlilik ve hassasiyet kritik öneme sahiptir.