Tornalama İşlemlerinde Sorun Giderme İçin En Önemli İpuçları
Tornalama, talaşlı imalatın en temel ve en yaygın kullanılan yöntemlerinden biridir. Ancak bu süreçte ortaya çıkabilecek problemler zamanında fark edilmez ve doğru şekilde yönetilmezse, hem yüzey kalitesi düşer hem de üretim verimliliği ciddi şekilde zarar görür. Bu durum; plansız duruşlara, takım maliyetlerinin artmasına ve toplam üretim giderlerinin yükselmesine yol açar.
Başarılı bir tornalama süreci için, takım aşınma türlerini doğru analiz etmek ve her probleme uygun müdahaleyi zamanında uygulamak kritik öneme sahiptir. Aşağıda, sahada en sık karşılaşılan takım hasar mekanizmaları ve bunlara yönelik etkili çözüm yaklaşımları yer almaktadır.
Kenar Aşınması (Edge Wear)
Problem: Kesme bölgesindeki sürekli sürtünme ve termal yüklerin etkisiyle kesici uç kenarının aşınarak körelmesi ve işleme hassasiyetini kaybetmesi.
Çözümü:
-
İlerleme Artırımı: İlerlemeyi yükseltmek, takımın parça ile temas süresini kısaltarak ısı yükünü azaltır ve talaş kaldırma verimini iyileştirir.
-
Hız Kontrolü: Kesme hızını revize ederek işlem noktasındaki sıcaklığı düşürmek, aşınma hızını doğrudan yavaşlatır.
-
Kalite Seçimi: Sürtünmeye karşı daha mukavemetli, ısıl kararlılığı yüksek kaplamalı karbür sınıflarına geçmek ek bir koruma kalkanı sağlar.

Tornalama İşlemlerinde Sorun Giderme İçin En Önemli İpuçları
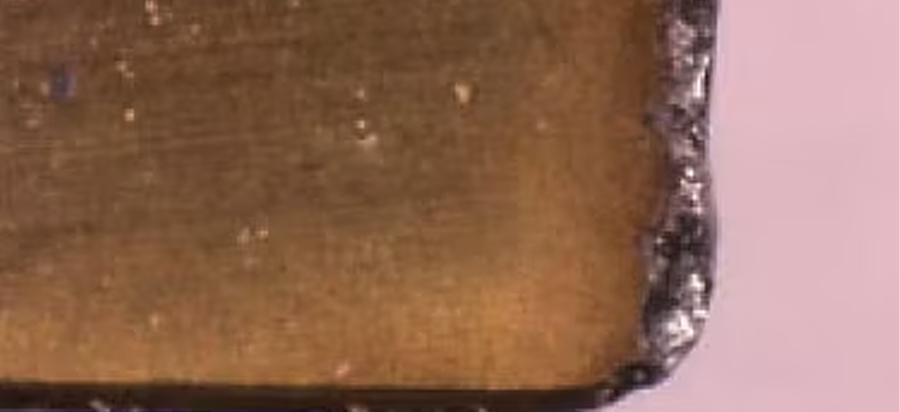
Kenar Kırılması (Chipping)
Problem: Mekanik şoklar veya işlem sırasındaki titreşimler nedeniyle kesici kenardan mikroskobik parçaların koparak yüzey kalitesini bozması.
Çözümü:
-
Tokluk Odaklı Seçim: Darbe dayanımı yüksek, ani yüklenmelere karşı daha esnek ve dirençli karbür kaliteleri tercih edilmelidir.
-
Geometrik Güçlendirme: Kesici kenara uygun pah (T-land) veya yuvarlatma (hone) işlemi uygulayarak kenar dayanıklılığını artırmak gerekir.
-
Rijitlik Denetimi: Bağlama sisteminin sağlamlığını kontrol etmek ve tezgah salgısını minimize etmek kırılmaları engeller.
Tornalama İşlemlerinde Sorun Giderme İçin En Önemli İpuçları
Isıl Deformasyon (Thermal Deformation)
Problem: Kesici Ucun Isıl Deformasyonu (Plastik Deformasyon) Kesme noktasında oluşan ekstrem sıcaklıkların kesici malzemenin sertliğini yitirmesine neden olması, sonucunda uç geometrisinin “çökerek” kesme kabiliyetini tamamen kaybetmesi.
Çözümü:
-
Termal Yükü Azaltmak: Kesme hızını revize ederek sürtünmeden kaynaklanan enerjiyi düşürmek, ucun plastikleşme sınırına ulaşmasını engeller.
-
Hacimsel Optimizasyon: İlerleme ve talaş derinliği parametrelerini dengeli bir seviyeye çekerek, birim zamanda kesici kenara binen yükü hafifletmek gerekir.
-
Isıl Kararlılık: Çalışma sıcaklığı kapasitesi yüksek olan, sertliğini yüksek ısılarda da koruyabilen (genellikle yüksek kobalt içerikli veya özel kaplamalı) karbür kalitelerine geçilmelidir.

Tornalama İşlemlerinde Sorun Giderme İçin En Önemli İpuçları
Kesme Derinliği Çentiği (Notching)
Problem: İş parçasının sertleşmiş dış yüzeyi ile temas eden noktada oluşan yerel aşınma ve derin çentiklenme hatları.
Çözümü:
-
Açı Manipülasyonu: Yaklaşma açısını artırarak kesme kuvvetlerini daha geniş bir alana yaymak ve yükü tek bir noktadan kurtarmak gerekir.
-
Kenar Hazırlığı: Kesici kenarın bu bölgesine daha dirençli formlar vererek mekanik aşınmaya karşı destek sağlamak çözüm sunar.
-
Pasolu İlerleme: Mümkünse değişken kesme derinlikleri kullanarak aşınma noktasının sürekli yer değiştirmesini sağlamak ömrü uzatır.

Tornalama İşlemlerinde Sorun Giderme İçin En Önemli İpuçları
Isıl Çatlaklar (Thermal Cracking)
Problem: Sıcaklığın hızla yükselip düşmesi sonucu oluşan termal şokların, kesici uç üzerinde dikine mikro çatlaklar meydana getirmesi.
Çözümü:
-
Soğutma Kararlılığı: Soğutma sıvısı ya kesintisiz ve bol miktarda verilmeli ya da ısı dalgalanmasını önlemek için tamamen kuru kesme yapılmalıdır.
-
Optimize Parametreler: Kesme hızı ve ilerleme değerlerini, ısıyı tek bir noktada hapsedecek ani değişimlerden kaçınarak belirlemek gerekir.
-
Dirençli Kaplamalar: Termal şoklara karşı özel olarak geliştirilmiş modern kaplama teknolojileri tercih edilmelidir.

Tornalama İşlemlerinde Sorun Giderme İçin En Önemli İpuçları
Yığma Kenar (Built-Up Edge)
Problem: Düşük sıcaklık veya yanlış hızlarda iş parçası malzemesinin uca kaynayarak sahte bir kesme kenarı oluşturması ve ölçüsel sapmalara yol açması.
Çözümü:
-
Hızın Artırılması: Kesme hızını yükselterek malzemenin uca yapışma eğilimini kırmak ve talaş tahliyesini hızlandırmak temel çözümdür.
-
Keskin Geometriler: Sürtünme katsayısı düşük, parlatılmış veya çok keskin kenar formuna sahip uçlar (sermet vb.) kullanılmalıdır.
-
Soğutma Basıncı: Soğutma sıvısını doğrudan kesme noktasına ve yüksek basınçla yönlendirerek yapışmayı fiziksel olarak engellemek gerekir.

Tornalama İşlemlerinde Sorun Giderme İçin En Önemli İpuçları
Krater Aşınması (Crater Wear)
Problem: Talaşın uç üzerinden akarken oluşturduğu yüksek sıcaklık ve kimyasal reaksiyonlar sonucu takım yüzeyinde çukurlar oluşması.
Çözümü:
-
Hızın Düşürülmesi: Kimyasal aşınmayı tetikleyen yüksek sıcaklığı kontrol etmek için kesme hızını makul seviyelere çekmek gerekir.
-
Bariyer Kaplamalar: Isı transferini zorlaştıran, seramik bazlı kalın kaplamalara (CVD gibi) sahip uçlar tercih edilmelidir.
-
Talaş Kırıcı Geometrisi: Talaşın uç yüzeyiyle temasını optimize eden ve sürtünmeyi azaltan modern talaş kırıcılar kullanılmalıdır.

Tornalama İşlemlerinde Sorun Giderme İçin En Önemli İpuçları
Ani Takım Kırılması (Catastrophic Failure)
Problem: Hatalı parametreler, aşırı yüklenme veya bağlama zayıflığı nedeniyle kesici takımın aniden ve tamamen parçalanması.
Çözümü:
-
Kuvvet Kontrolü: İlerleme ve talaş derinliği değerlerini, tezgahın ve takımın limitlerini zorlamayacak şekilde düşürmek hayati önem taşır.
-
Yüksek Tokluk: Mekanik direnci en üst seviyede olan karbür sınıflarına geçiş yaparak emniyet marjını artırmak gerekir.
-
Sistem Rijitliği: Parça bağlama ve takım tutucu sistemlerinin tamamen boşluksuz ve stabil olduğundan emin olunmalıdır.

Tornalama İşlemlerinde Sorun Giderme İçin En Önemli İpuçları
Sonuç Olarak
Tornalama operasyonlarında karşılaşılan bu problemler, doğru analiz ve uygun parametre ayarlarıyla büyük ölçüde kontrol altına alınabilir. Takım seçimi, kesme parametreleri ve makine rijitliği birlikte değerlendirildiğinde; hem yüzey kalitesi yükselir hem de takım ömrü ciddi şekilde uzar.
Ayrıca düzenli bakım, doğru soğutma stratejisi ve proses takibi, üretim süreçlerinin daha stabil ve sürdürülebilir olmasını sağlar.