
Tornalama Uygulamalarında Yığma Kenar (BUE) Nedenleri ve Etkileri
Bu Yazıyı Dinleyebilirsiniz
Torna işlemlerinde, parça kenetlenmiş bir ayna ya da pens tutucu tarafından döndürülürken, takım sabittir. Bir torna tezgâhında, kaplama, delme, kanal açma, diş açma ve kesme uygulamaları gibi pek çok işlem gerçekleştirilirken, işlenen malzeme tipine uygun geometriye sahip takım ve kesme parametrelerinin seçilmesi zorunludur. Seçilen parametreler tornalama işleminde doğru şekilde uygulanmadığında, kenar yığılması ve diğer pek çok arızalar ortaya çıkabilir. Bu arızalar hem takım performansını düşürür hem de işlenen parçanın hurdaya çıkmasına neden olabilir.
Yerleşik Kenar (BUE) Nedir?
Mikroskop ya da büyüteç altında incelenen bir kesici takımda, birkaç farklı takım arızası belirgin şekilde öne çıkabilir:
- Normal Yanak Aşınması: Kullanılmış bir takımın yaşlanmasından kaynaklı, kesici kenarlarında bulunan, kabul edilebilir görülen tek aşınma türüdür.
- Sert malzemeden oluşan iş parçalarından kaynaklı bu aşınma öngörülebilir olduğu ve sabit takım ömrü sağlamaya devam edeceği için, ekstra optimizasyona ve artan üretkenliğe olanak tanımak kaydıyla takım aşınması için kabul edilebilir tek aşınmadır.
- Krater Aşınması: Takımın kesme yüzeyinde oluşan deformasyonlardır.
- Bu sorun, takımın ya da kesici ucun talaş yüzeyi alanında oraya çıkan bir kimyasal ve ısı hatasıdır. Bu arıza, işlenen parça ile takım arasında oluşan kimyasal reaksiyondan kaynaklıdır ve kesme hızı ile artma eğilimindedir. Aşırı durumlarda, torna takımının kesme kenarını zayıflatarak bozulmasına neden olabilir.
- Talaşlanma: Torna takımının kesme yüzeyi boyunca oluşan kırılmalar, hatalı ve pürüzlü bir kesme kenarının oluşmasına neden olur.
- Bu durum, aksayan kesme işlemlerinde ya da rijit olmayan kurulumlar nedeniyle ortaya çıkan yaygın arızalardan biridir. Sorunun kaynağı tezgâh arızası ya da takım tutucu dâhil olmak üzere pek çok farklı etken olabilir.
- Termal Çatlama: İşleme sıcaklığında yaşanan dalgalanmalar kesici takımın çatlamasına neden olabilir.
- Torna işleminde ısı yönetimi oldukça önemlidir. Gereğinden düşük ya da yüksek ısılar, önemle üzerinde durulması gereken hızlı dalgalanmalara neden olabilir. Termal çatlamayı ayırt eden özelliği, genellikle takımın kesici kenarına dik ve eşit aralıklı çatlaklar olarak gözlemlenmesidir.
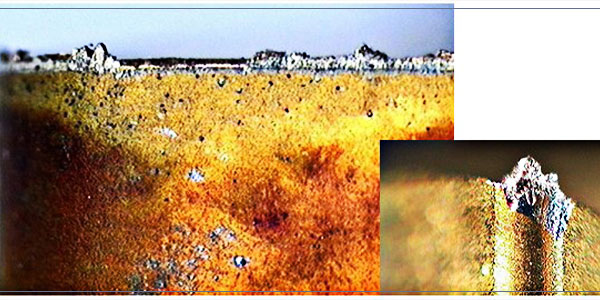
- Yığma Kenar (BUE): Yüksek ısı, basınç ve sürtünme gibi nedenlerle talaşların kesici takıma yapışmasıdır.


Tornalama Uygulamasında Yığma Kenarın Etkileri
Yığma kenar, detaylı inceleme gerekmeden görülebilen ve belki de tespiti en kolay takım aşınması türüdür. Yığma kenar, işlenen malzemenin kesici takıma basınçla kaynaklandığı durumları tarif eden terimdir. Takım incelenirken BUE oluşumunun en belirgin kanıtı, takımın talaş yüzeyinde ya da yan yüzünde malzeme bulunmasıdır.
Bu durum, işleme uygulamalarında kısa takım ömrü, düşük yüzey kalitesi, boyut farklılıkları ve benzeri kalite sorunları gibi birçok soruna neden olabilir. Bu sorunların başlıca nedeni, kesme kenarının merkez hattı mesafesi ve takım geometrisinin, talaş ya da yan yüze kaynaklanan malzeme yüzünden değişime uğramasıdır. BUE oluşumu arttıkça, başka tür arızalara ve hatta büyük sorunlara neden olabilir.
Tornalama Uygulamalarında Yerleşik Kenar Nedenleri
Yanlış Takım Seçimi
Yığma kenar, genellikle kullanılan torna takımının işlenen malzemeye uygun geometriye sahip olmamasından kaynaklanır. En önemli konu, alüminyum veya titanyum benzeri yapışkan malzemeler işlenirken, son derece keskin kesme kenarları, serbest kesme geometrisi ve cilalı yan ve talaş yüzeyine sahip takımların tercih edilmesidir. Bu tercih, yalnızca malzemenin hızlıca işlenmesini sağlamakla kalmayıp ayrıca malzemenin kesici takıma yapışmasına da engel olacaktır.
Eski Takımların Kullanılması
BUE sorunu, doğru geometriye sahip bir torna takımı kullanırken bile yaşanabilir. Aşınmaya ve kesici kenarı bozulmaya başlayan takımın yüzeyinde malzeme birikmeye başlayacaktır. Bu nedenle önerilen, işlenen her birkaç parçada bir kullanılan takımın kesici kenarının kontrol edilmesidir. Bu sayede arıza türlerinden herhangi birinin ana nedenini erkenden belirlemek mümkün olabilir.



Yetersiz Isı Üretimi
Kesim işleminde yanlış kesme parametrelerinin tercih edilmesi yığma kenar oluşumuna neden olabilir. BUE sorunu ile karşılaşıldığında, genellikle nedeni hız veya besleme oranlarının çok düşük tercih edilmesidir. Tüm işleme uygulamalarında ısı üretimi çok önemli bir yere sahiptir. Çok fazla ısı üretimi işlenen malzemeyi etkileyebilirken, düşük ısı talaşların etkin şekilde çıkarılmasında verimliliği düşürebilir.
Tornalama Uygulamalarında Yığma Kenarı Azaltmanın 4 Basit Yolu
- Takım seçiminde, temiz yüzeyli keskin geometriler ve serbest kesme göz önünde bulundurulmalıdır. Ayrıca talaş kırıcı geometriye sahip takımların kullanılması talaşların bölünerek parçadan ve kesme yüzeyinden çıkarılmalarına yardımcı olur.
- Uygulama yaklaşımı ve çalışan parametrelere güvenilmesi önemli olmakla birlikte çalışan parametrelerin mevcut uygulamaya uygunluğu iki kez kontrol edilmelidir.
- Soğutma sıvısının kesme kenarına doğru uygulandığından emin olmak ve gerekli durumlarda konsantrasyon miktarını artırmak önemlidir.
- Belirli malzeme setlerinde yaygın işleme sorunlarını önlemek için tasarlanan kaplamalar bulunduğundan, uygulamanıza uygun kaplamaya sahip bir kesici uç seçilmelidir.
İlgili Yazılar

Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu

Pimetre Nedir? Pimetre Ne İşe Yarar?
Pimetre, nesnelerin uzunluk, çap, kalınlık ve derinlik gibi ölçülerini

Mikrometre Tamburlarını Anlamak: Cırcırlı, Sürtünmeli ve Düz
Doğru ölçüm; talaşlı imalat, kontrol ve kalite süreçlerinde büyük