





























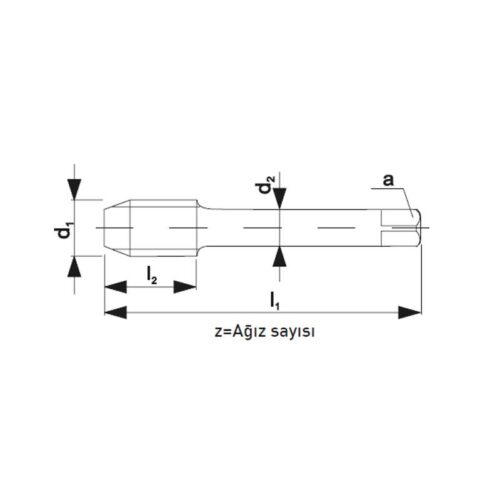








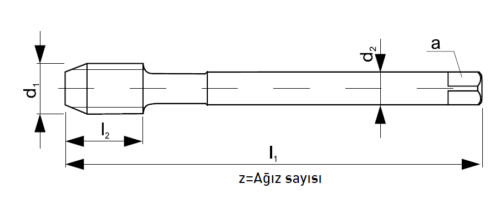



























El Kılavuzları Iso 529

Bu kılavuzlar elle kılavuz çekmek için kullanılabilen, talaş üreten ya da talaşın kolayca kırıldığı malzemelerde yüksek performans veren ve üretim çalışmalarında ekonomik bir çözüm sunan ekipmanlardır. Derin deliklerde, lifli talaşlı malzemelerde ve kaba dişler üretmek için seri kılavuzlara ihtiyaç duyulur.
ISO 529 el kılavuzları ihtiyaca göre üçlü ya da tekli olarak satılmaktadır.
Alt Kılavuzlar
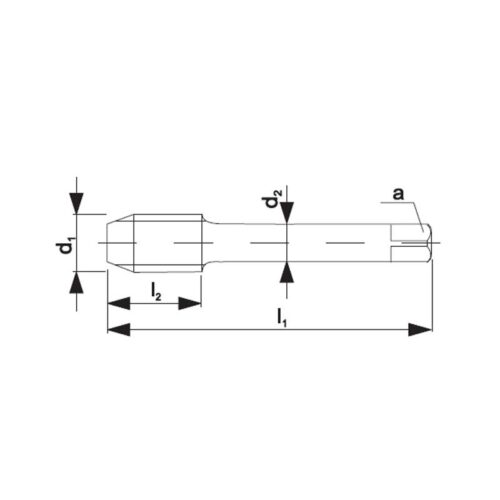
Kör deliklerin dibinde diş üretmek için kullanılan bu kılavuzlarda uç ile kenar arasında 18 derecelik bir açıya sahip bir iki kesici diş bulunur.
İkinci Kılavuzlar
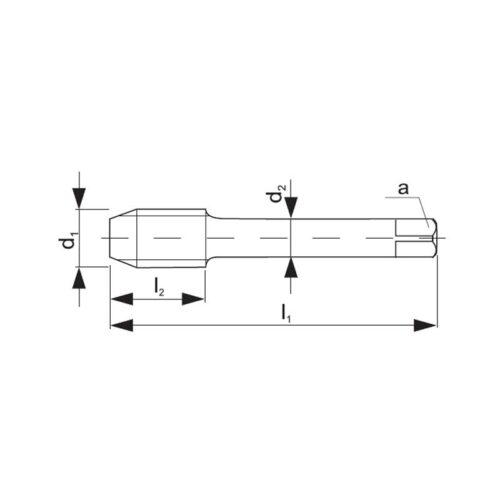
En popüler kılavuzlar ikinci kılavuzlardır. Uç kısımlarında 8 dereceye sahip 3-5 kesici diş hafif konik bir görünüm sağlar. Konik uç sayesinde açık deliklerde ve parçanın delik dibine gitmesine ihtiyaç duyulmayan durumlarda rahatlıkla kullanılır.
Konik Kılavuzlar

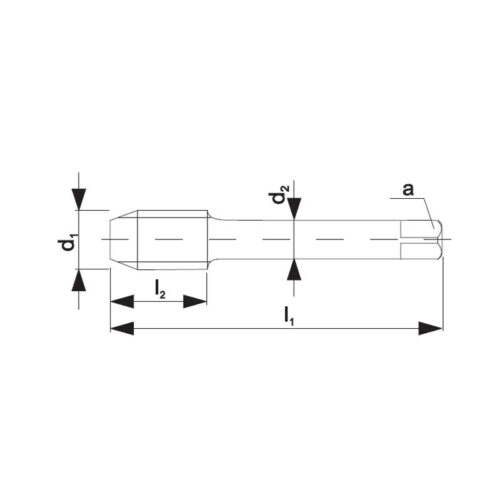
Her bir tarafında beş derecelik 7-10 kesici diş ucu bulunur. Konik tasarımı kesme kuvvetinin geniş bir alana yayılmasına ve istenen dişlerin başlatılmasına yardımcı olur. Bu özelliği nedeniyle alt ve ikinci kılavuzlar kullanılmadan önce dişlerin başlatılabilmesi için kullanılır.
3’lü Takım Kılavuzlar
Prensipte kılavuz çapının 1.5 katından daha uzun dişlere ihtiyaç duyulan deliklerde kırılma meydana gelebileceği için ISO 529 el kılavuzları kullanılmaz. Daha derin, daha sert ve işlenmesi zor metaller için DIN 352 seri kılavuzların kullanılması önerilir.
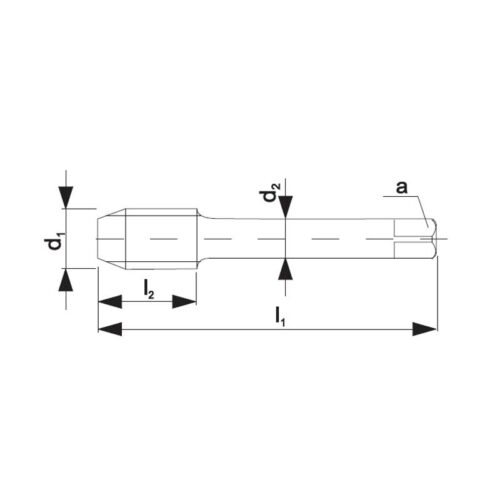
Seri kılavuzlar üçlü setler halinde satılır ve ISO 529 kılavuzları ile benzer uç tasarımlarına sahiptirler. Kılavuz sıralamasında ayırt edici olan unsur ise kılavuz çaplarıdır. Üzerinde tek oluk bulunan ilk kılavuz, çift oluklu iki numaralı kılavuzdan daha küçüktür. İşlemi tamamlamak için kullanılan üçüncü kılavuz gerekli diş çapını elde etmede kullanılır ve üzerinde oluk bulunmamaktadır.
Bu kılavuzların en büyük dezavantajı her işlem için üç kılavuzun da kullanılması nedeniyle sürecin daha uzun olmasıdır.
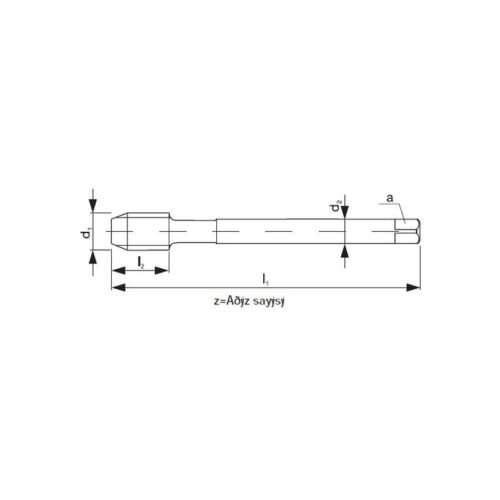
Makine Kılavuzları
Makine kılavuzları, adından da anlaşılacağı üzere makine yardımı ile diş yuvası açmaya yarayan, yüksek hızda çalışmak üzere tasarlanmış ve el kılavuzlarına göre daha az kesme gücüne ihtiyaç duyan ekipmanlardır.
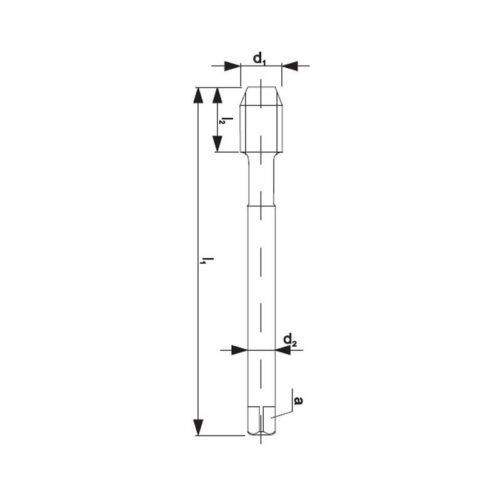
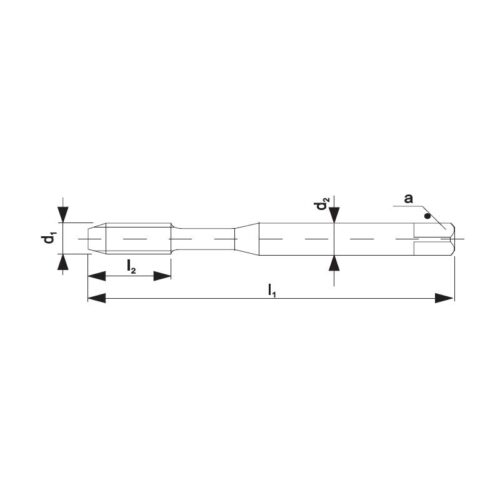
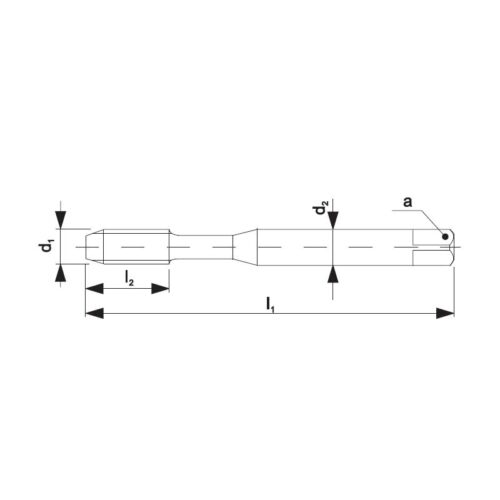
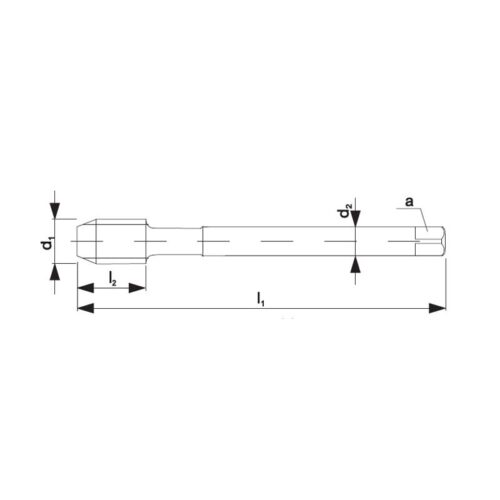
B Formu Eğik Ağız Bilemeli Makine Kılavuzları

Bu kılavuzlar boyutları bakımından el kılavuzlarından ikinci kılavuz ile aynıdır. Ancak kesme yüzeyi kılavuzun eksenine ters olacak şekilde taşlanmıştır. Bu durum daha az güç harcanarak daha iyi bir kesme işlemi sağlar ve kesici uçların yarattığı talaşı ileri iterek oluk içerisinden soğutucu sıvının aktarımını kolaylaştırır.
DIN 352 makine kılavuzu gövdesinde bulunan oluklar el kılavuzları kadar derin taşlanmadığı için kılavuzun daha dirençli olmasına neden olarak daha yüksek hızlarda çalışmasına olanak tanır. Spiral uçlu kılavuzlar talaşın tahliye olabileceği yeterli boşluğun olduğu ucu açık deliklerde ya da kör deliklerde makine kılavuzu ile diş çekmek için idealdir.
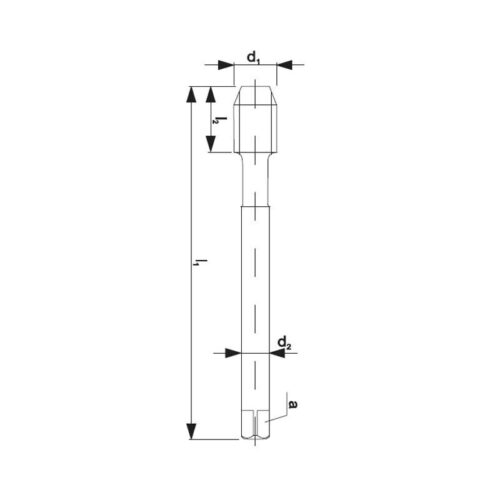
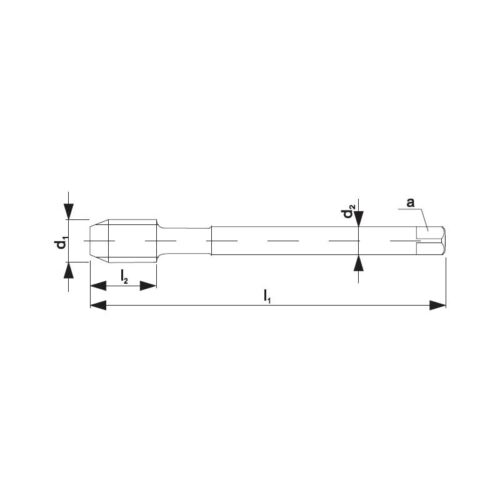
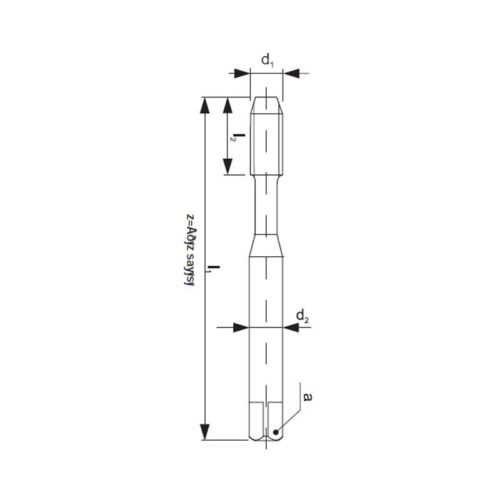
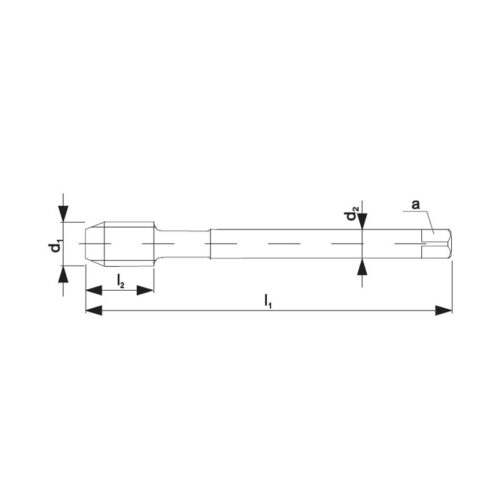
Spiral Oluklu Makine Kılavuzları

Bu kılavuzlar çok kısa bir uç kısma sahiptir. Bunun nedeni kör deliklerin en dip noktasında diş aşmak için tasarlanmış olmalarıdır. Olukların tasarımı delikte biriken talaşı kesici dişlerden oluk arkasına aktarmak üzere üretilmiştir ve uzun lifli talaş üreten malzemelerde performansları daha iyidir. Ayrıca kılavuz üzerindeki yiv kılavuzun diğer taraftan alınmasına yardımcı olduğu için içerisinde kopukluk olan ya da peş peşe delikler diş açmak için idealdir.
Spiral oluklu kılavuzlar yavaş ya da hızlı sarmal açılara sahiptir. Demir içermeyen malzemelerde yavaş spiraller ve diğer malzemelerde ise hızlı spiraller tercih edilir.
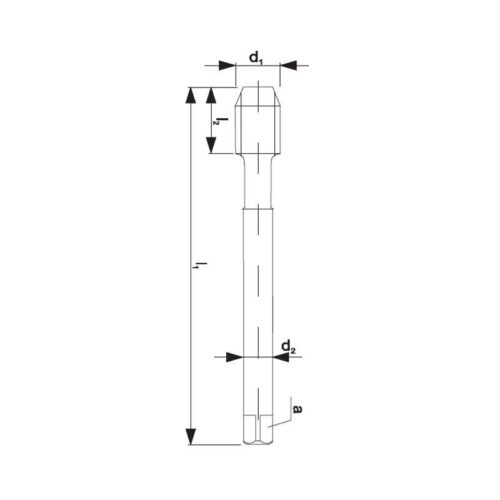
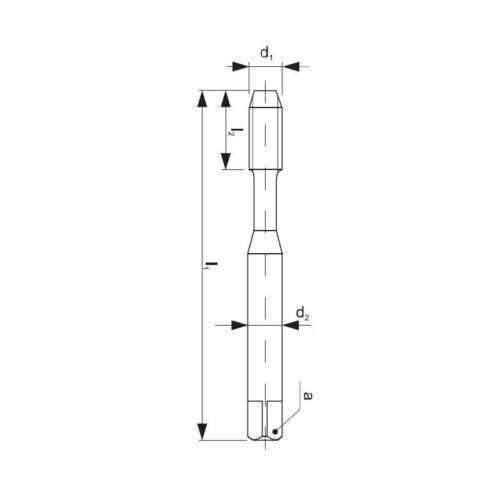
Oluksuz Makine Kılavuzları
Bakır, alüminyum veya pirinç gibi yumuşak malzemelerde talaşsız diş üretiminde kullanılırlar. Adından da anlaşılacağı gibi üzerinde oluk yerine diş hatlarını oluşturmak üzere parçaya temas eden lobları bulunur. Delik boyutunu koruma da yüksek performans sunan oluksuz makine kılavuzları, yüksek hızlarda çalışmaya uygundur. Hız, delik boyutu ve yağlama gibi koşullar sağlandığında diğer makine kılavuzlarına göre kırılmalara karşı dayanıklı ve daha uzun ömürlüdürler. Talaş üretmeyen oluksuz makine kılavuzları kör deliklerde diş açmak için çok uygundur.
Oluksuz makine kılavuzları kesici güçleri daha düşük olduğundan diğer makine kılavuzlarına göre daha yüksek hıza ihtiyaç duyarlar ve ürettikleri dişler daha güçlüdür.
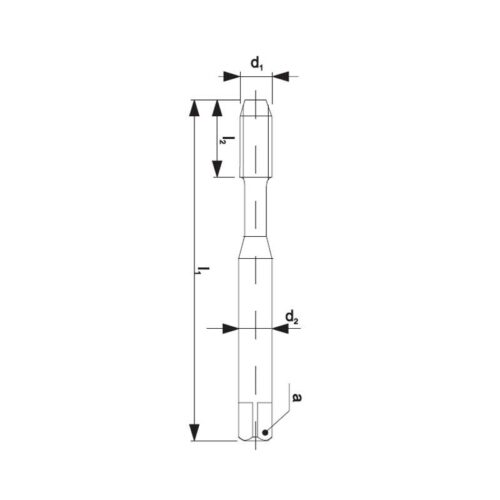
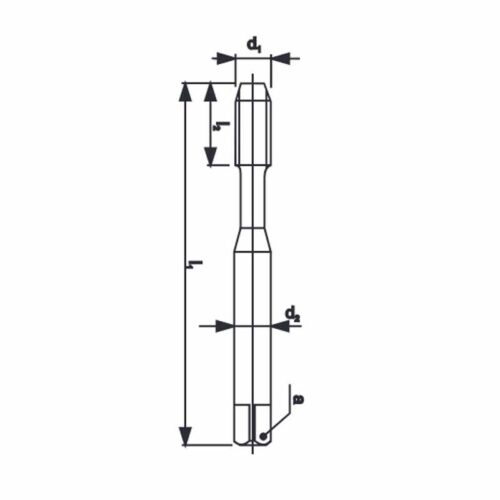
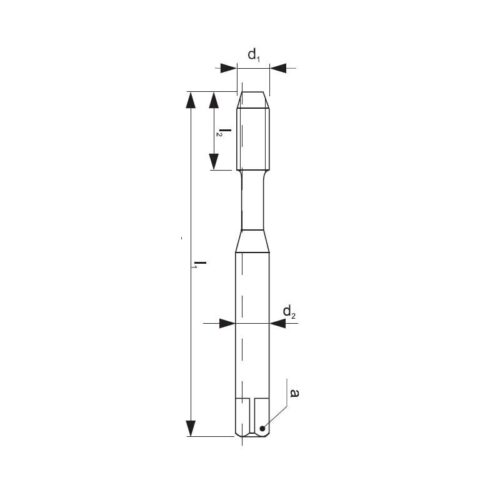
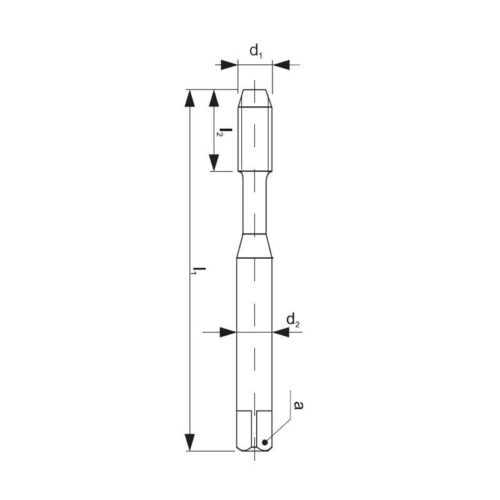
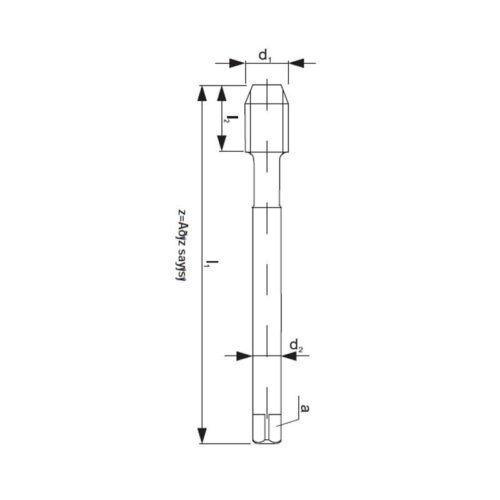
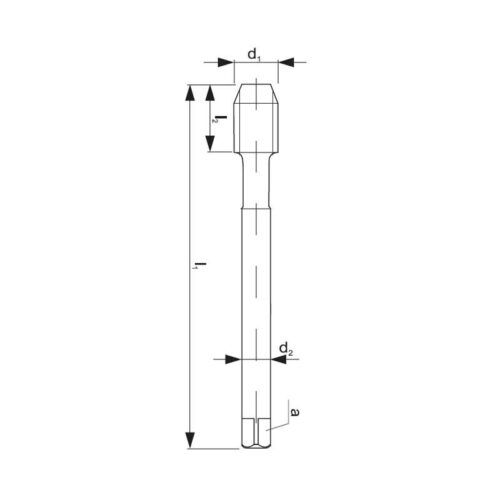
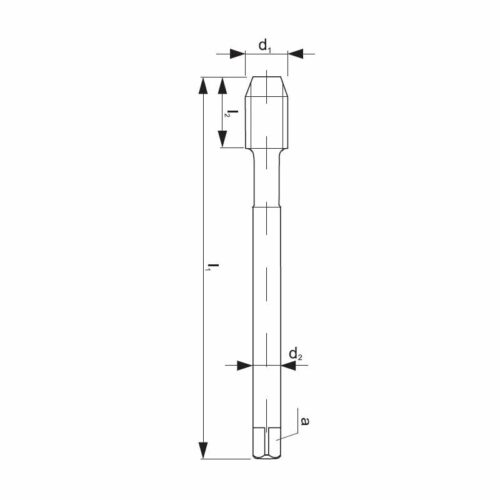
Uzun Saplı Makine Kılavuzları

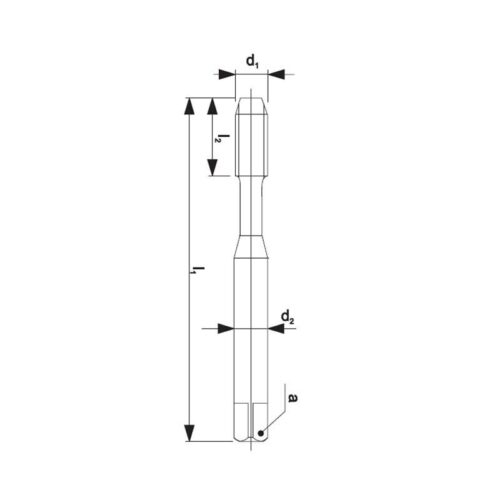
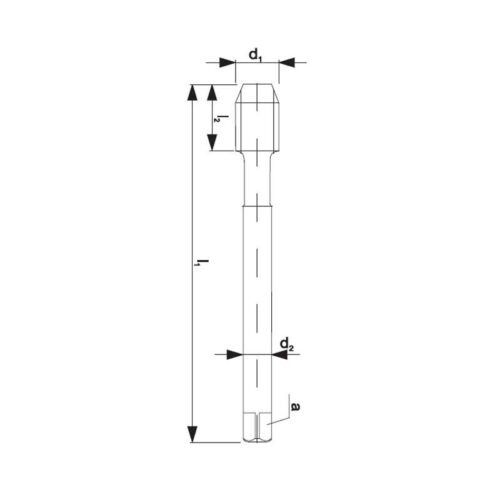
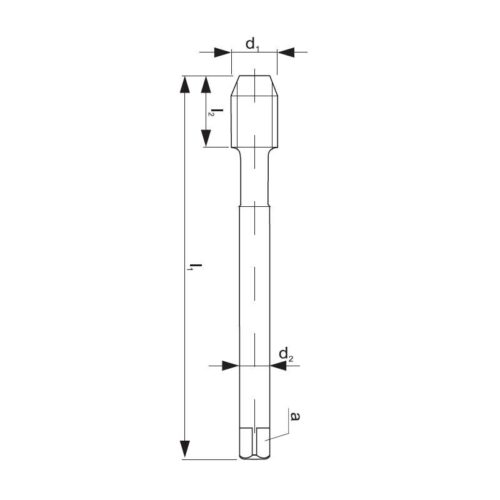
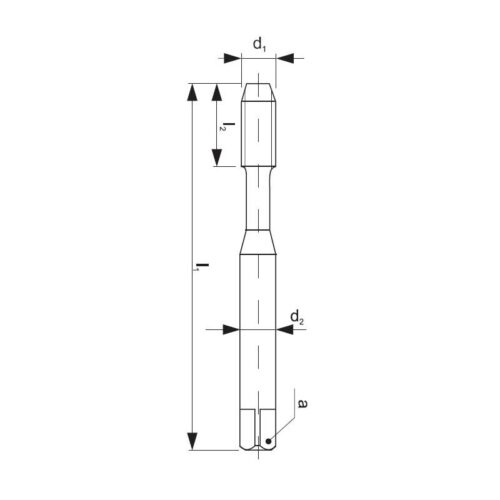
Makine Somun Kılavuzu (Bs949)
Bu kılavuzlar makine üzerindeki somun yuvalarına diş oluşturmak için kullanılan, gövdesi ve kesici kısmı uzun kılavuzlardır. Gövde kısmı diş kısmına göre bir miktar daha dardır. Bu, önceleri somunların kılavuz gövdesinde toplanmasını sağlamak için düşünülmüş olsa da kılavuzun diş çekilen yüzeyin içinden geçebilmesini de sağlamaktadır.
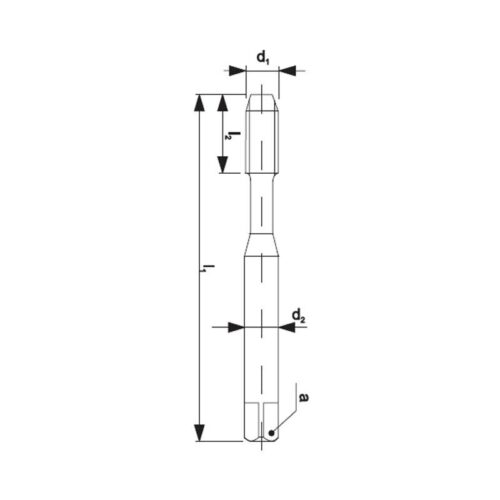
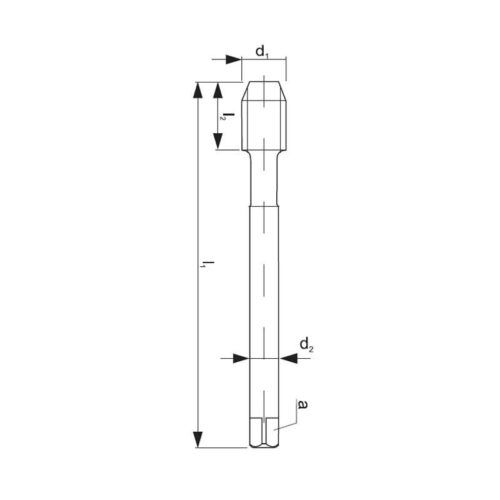
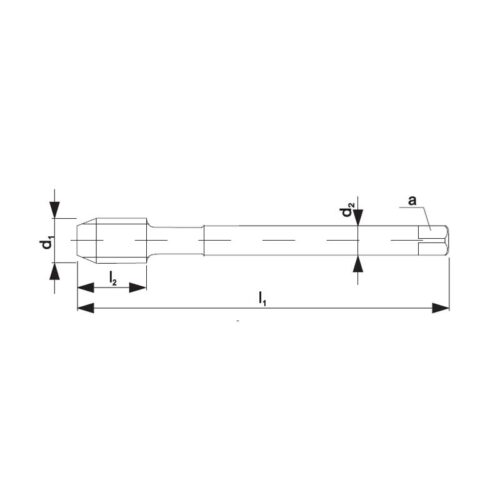
Dın 376 ve 374
Avrupa standartlarında olan bu iki tip makine kılavuzu, ISO 529 tipi kılavuzlardan daha uzundur ve somun kılavuzlarında olduğundan daha kısa saplara sahiptirler.
Temelde DIN 376 ve 374 arasındaki fark 376 serisinin daha kalın dişler açmak için, 374 serisi ise daha ince dişler açmak için kullanılır. Bu iki seriye ek olarak daha uzun saplara sahip olan DIN 371 serisi de bulunmaktadır.
Diğer Türler
Yukarıda saydığımız el ve makine kılavuzları haricinde özel uygulamalar için üretilmiş çeşitli kılavuzlardan da bahsetmek mümkündür. Kullanım alanları ve makine kılavuz çeşitlerinden bazıları şunlardır:
Yüzey Kaplamaları
Yapılmak istenen işe uygun yüzey kaplamasına sahip kılavuz seçimi için ilgili yüzeyin hangi malzemeden üretildiği dikkate alınmalıdır. Yüzey malzemesine uygun kılavuz seçimi, kılavuz ömrünü uzatan en önemli etkenlerden biridir.
Çoğu zaman kılavuzlar yüzey işlemlerinden bağımsız olarak önceden tedarik edilir. Bu kılavuzlar esas olarak demir harici malzemelerde ya da soğuk kaynak uygulaması görmemiş çeliklerde kullanıma uygundur. Bu nedenle parlak yüzey kılavuzları hızın soğuk kaynak işlemine göre düşük olduğu el operasyonlarında ve çoğu makine operasyonlarında kullanıma uygundur.
Buhar Temperleme & Nitrürleme
Nitrürleme, kılavuzun yüzeyini ihtiyaca uygun şekilde sertleştirir. Bu işlem esnasında kılavuz yüzeyi gri/siyah bir renk alır. Bakır, Alüminyum ve Plastik gibi nispeten kolay yüzeylerde doğru kullanıldığında kılavuz ömrünü uzatır ama aynı şekilde kırılganlığını da arttırabilir. Buhar temperleme ise kılavuza mavi / siyah bir renk verir. Bu işlem kılavuz yüzeyinde küçük kusurlara neden olarak aynı zamanda kılavuz çekme işlemi esnasında kullanılan yağın yüzeye tutunmasına da yardımcı olup sürtünme ve soğuk kaynak olasılığını en aza indirir. Bu sayede kılavuzun hem yumuşak hem de paslanmaz çelik yüzeylerde yüksek performans göstermesine yardımcı olur.
Bahsettiğimiz iki yöntem de genellikle Spiral uçlu ve Spiral kanallı kılavuzlarda uygulanır. Bu kılavuzlar ‘Buharla temperlenmiş ve nitrürlenmiş’ olarak bilinirler ve mavi/siyah bir kaplamaya sahiptirler.
Titanyum Nitrür

Titanyum nitrür kaplama metalik olmayan, sadece birkaç mikron kalınlığında ve altın renkli bir kaplamadır. Özel amaçlı makinelerde buhar biriktirme ile uygulanır. Bu uygulama kaplamaya 80-85 Rockwell civarında yüzey sertliği verir. Kaplama sayesinde kılavuz aşınmaya ve sürtünmelere karşı direnç kazanır ki bu da soğuk kaynak riskini oldukça azaltır.
Bu kaplamaya sahip kılavuzlar yüksek hızda işlem yapmaya izin verir. Çoğunlukla paslanmaz çelik gibi zor yüzeylere uygundur. Kaplama işleminin maliyeti diğer kaplama yöntemlerine oranla yüksektir ve oluksuz kılavuzlara daha uygundur.
Titanyum Karbür Nitrürleme (Ticn)
Bu yüzey kaplaması kılavuza kalay ile aynı şekilde uygulanır. Kılavuzun yüzeyine gümüş/gri bir renk verir. Kalay kaplama ile aynı niteliklere sahip olan kaplama aşındırıcı ve yüksek gerilimli malzemelerden üretilen yüzeylerde kullanıma uygundur.
Hız, İlerleme ve Yağlar
Her kılavuz çekme işleminde işlem hızına birkaç farklı parametre hesaba katıldıktan sonra karar verilir. Bunlar kısaca:
a) Diş adımı
b) Diş açılan yüzey malzemesi
c) Delik derinliği
d) Delik tipi (açık veya kör)
e) Diş derinliği
f) Yağ kalitesi ve akış hızı
Kılavuz çekme hızı hesaplamada kullanılan formül: RPM = Besleme hızı (SFM)/0,26 x Tap OD ‘dir.
Kılavuz çekme hızı belirli durumlarda düşürülmelidir. Bunlar:
- Yağlama sistemi zayıfsa ya da akış kısıtlıysa,
- Alt ya da Spiral kanal kılavuzları kullanılıyorsa,
- Diş derinliğinin arttığı durumlarda,
- Diş adımı kabaysa,
- Konik diş kesimi (Normal Hız’ ın %50’si)
- Acme ve Trapez dişlerin kesilmesi (Normal Hız’ ın %40’ı)
Kılavuz çekme hızının artırılabileceği durumlar:
- Diş derinliği azaldıysa,
- Diş adımı iyiyse,
- Soğutucu yağ akışı ve kalitesi iyiyse,
- Kullanılan kılavuz spiral uçlu kılavuz ise hız artırılabilir.
Kılavuz çekme matkabı boyutlarının hesaplanması
Metrik dişler için kılavuz çekme matkabı diş çapından hatve ölçüsü çıkarılarak yapılır. Buradan yola çıkarak bir örnek vermek gerekirse: M5x0.75 diş için kılavuz çekme matkabı 5-0.75 mm = 4.25 mm olmalıdır.
Imperial dişler için uygun kılavuz çekme matkabı seçiminde de uygulanacak formül aynıdır.