
Honlama ve Lepleme Karşılaştırması
Bu Yazıyı Dinleyebilirsiniz.
Honlama Ve Lepleme Arasındaki Benzerlikler ve Farklılıklar
Honlama ve lepleme, iki ayrı süreç olmalarına rağmen birbirileri yerine de kullanıldıkları olur. Aslında, metal imalat endüstrisinde honlama ve lepleme işlemlerinin oldukça benzer işlemler olmalarına rağmen temelde farklı işlemler olduğu bir gerçektir.
Bir çelişki gibi görünse de, makalenin devamında konuya daha yakından bakıldığında bu değerlendirmenin gerçekten doğru olduğu sonucuna varılabilir.
Lepleme Ve Honlama Nedir?
Lepleme, bir parçanın düz ya da çıkıntılı yüzeyinde doğruluğu yüksek bir yüzeye ihtiyaç duyulduğunda kullanılan bir cilalama ya da taşlama yöntemidir. Honlama ise, bir boru, delik ya da delik iç çapının yüzey kalitesi ve şeklinin kesinleştirilmesi için kullanılan bir iç taşlama yöntemidir.
Her ikisi de son derece kontrollü işlemler olan honlama ve leplemenin nerede kullanıldıkları ve nasıl tamamlandıkları birbirinden farklıdır ve her iki yöntem de kendine has avantaj ve sınırlamalara sahiptir.
Honlama ve Lepleme İşlemlerinin Kullanım Yeri ve Zamanı
Genel olarak kullanım nedenleri ve zamanları iki işlem arasındaki benzerlikleri belirler:
- Neden? Metal parçalarda kaliteli bir yüzey ya da hassas boyutlar elde edilmesi için her iki işlem de kullanılır.
- Ne zaman? Her iki işlemin de kullanımı genellikle az miktarda malzeme kaldırılacağı ya da parçanın bitirmesini hassaslaştırmak için ince ayar yapılması gerektiğinde ve üretim sürecinin son aşaması olarak gerçekleştirilir.
Örneğin, imalattaki son adım genellikle taşlama olsa da, arada kalmış halkalar ve disk benzeri ürünler için ek bir aşama eklenerek lepleme uygulanabilir. Bu aşamada yapılacak lepleme işlemi, daha yüksek boyutsal doğruluk elde edilmesine ve yüzey kalitesini artırmaya olanak tanırken eşleşmesi gereken yüzeyler arasında sıkı bir uyum sağlanmasına da yardımcı olur.
Honlama ve Lepleme Arasındaki Farklar
Honlama Ve Lepleme Arasındaki Fark Nedir?
Honlama ve lepleme arasındaki temel fark, işlemin parça üzerinde hangi alana yapıldığı incelenerek kolayca anlaşılabilir. Honlama, deliklerde kesin bir boyutsal doğruluk gereken durumlarda kullanılırken, lepleme dış düz yüzeylere uygulanır.
Her iki işlemin anlamını kavradığımızda, honlama ve lepleme arasında ayırt edici fark açıkça görülebilir. Her ikisi de aşındırıcı işlemler olsa da uygulama şekilleri çok farklıdır.
Honlama Süreci
Genellikle hassas taşlamadan çok daha yavaş hızlarda gerçekleştirilen honlama, parça geometrisini iyileştirmek ya da yüzey kalitesini artırmak için iç silindirik yüzeylerden malzeme çıkarmak için kullanılır.
Bir milimetrenin binde biri oranında malzeme kaldırmak için kullanılan iç taşlama ile karşılaştırıldığında honlama, milimetrenin on binde biri kadar malzeme kaldırır. Bu durum, çok hassas yüzey kalitesi ve parlatma için honlama işleminin kullanıldığı anlamına gelir.
Kesme işlemi, çok ince aşındırıcı tanecikler ile bağlanmış ve metal mil üzerine monte edilmiş dönen bir taş ile gerçekleştirilir. Parça tablaya sıkıca sabitlenmek yerine yüzer, olması gerekenden oval ve bozuk delikler oluşmasını önleyecek şekilde sabitlenir.

Honlama İşlemi
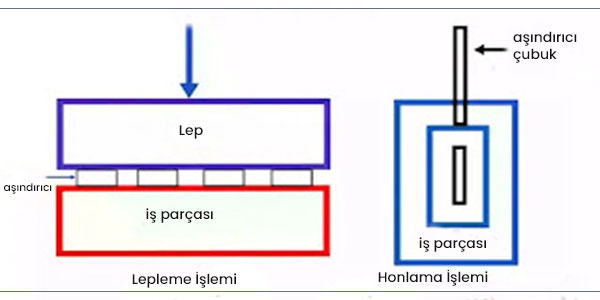
Honlama taşı, parça yüzeyi üzerinde kontrollü şekilde döndürülür ve bazı durumlarda oval deliklerden kaçınmak adına operatör, parçayı dönen taş üzerinde ileri geri hareket ettirir.
Yatay honlama makinelerinde, makine sürtünme hızını ve uzunluğunu kontrol ederken, parça kendi kendini hizalayan bir fikstür yardımıyla tutulabilir. Bileme taşı, gereken delik çapı sağlanana kadar hidrolik ya da mekanik olarak genişletilir.
Ayrıca süreç ısı ürettiğinden kesme sıvısı da kullanılmalıdır. Bunun amacı, işleme alanında oluşan küçük talaşların uzaklaştırılması, parçanın soğutulması ve aynı zamanda bileme taşının yağlanmasıdır.
Lepleme Süreci
Çok düz ve pürüzsüz bir yüzeye ihtiyaç duyuluyorsa ya da hassas tapa mastarları gibi yuvarlak parçaları çok sıkı toleranslarda bitirmek gerekiyorsa, yapılacak işlem leplemedir. Testere ya da taşlama kaynaklı yüzey pürüzlerini düzeltmek, kubbeli lepleme, mercekler ve benzer kavisli yüzeylerde düz lepleme, ince ve tek biçimli bir şekil oluşturma eğilimindedir.
Honlama işlemine göre daha yumuşak bir işlem olan lepleme, yüzeyden çok daha az malzeme kaldırır. Bu nedenle lepleme yapılacak parça nihai boyuta mümkün olduğunca yakın olmalıdır. Bunun sebebi, lepleme tipik olarak 0,012 mm ila 0,12mm arası malzeme kaldırır.
Lepleme İşlemi
Honlama işleminden farklı olarak lepleme, işlemde aşındırıcı bir çubuk ya da taş yerine viskoz ya da sıvı temelli, ince taneli ve gevşek aşındırıcı parçacıklar kullanır. İşlem, parçanın aşındırıcı süspansiyon ile birlikte bir ya da iki büyük, çok düz plaka arasından geçirilmesi ile gerçekleşir.
Lepleme işleminde her detay dikkatle kontrol edilir. Plaka hızı, parça üzerindeki basıncı, kullanılan aşındırıcı boyut ve türü, besleme yöntemi ve plaka sıcaklığı kontrol edilen parametrelerdir.
Lepleme Ve Honlamanın Avantajları Nelerdir?
Lepleme, malzeme türünden bağımsız olarak parçaların dış düz yüzeylerinde kullanılır. İşlem, birkaç binde bir oranında herhangi bir boyut, çap ve kalınlık üzerinde uygulanabilir ve makinenin maksimum kalınlık sınırının pek önemi yoktur.
Lepleme, işlemin doğası gereği çapak oluşmaz ve düz bir yüzeyden çapak temizlemek için dahi kullanılabilir. Parçaların yerine sabitlenmesine gerek olmadığından ve üretilen ısı miktarı çok az olduğundan, işlem sırasında parçaların deforme olma riski çok düşüktür.

Lepleme Taşlama Tezgahı
Honlama da nispeten yavaş hızda gerçekleştirildiğinden, çok az ısı ve basınç oluşturur ve bu sayede delik boyutu ve parça geometrisi üzerinde yüksek seviyede kontrol sağlar. Honlama, hem yüksek yüzey kalitesi elde etmenin hem de silindiriklik gibi özelliklerin iyileştirilmesinin yanı sıra delikler ve iç çap gibi özelliklerin istenen şekilde ayarlanması için kullanışlıdır.
Ayrıca, Honlamanın birleşik dönme ve ileri geri hareketi sayesinde yağ tutmak için ideal çapraz çizgiler oluşur.
Honlama Ve Alıştırmanın Sınırlamaları Nelerdir?
Elbette, işleme ve finisaj yöntemlerinin tamamında olduğu gibi honlama ve lepleme işlemlerinin de belirli sınırlamaları vardır.
Diğer işlemlerle karşılaştırıldığında, ekipman ve takımlarda yapılacak iyileştirmeler işlem süresini kısaltsa da, honlama diğer işlemlere göre daha yavaş ve daha uzun süren bir işlemdir.
Ayrıca honlama, parça ve takımların hassas bir şekilde yüzdürülmesine ve döndürülmesine gereksinim duyar. Çok ince bir parça işlenirken, en ufak bir basınç dahi hafif oval bir delikle sonuçlanabilir.

Honlama Nedir?
Lepleme ekipmanı üreticileri genel yönerge ve tavsiyeler sunsa da, sürece dâhil olan pek çok değişken sürecin başarısı üzerinde etkin olabilir.
Bu nedenle bir noktaya kadar deneme yanılma, tüm işlemlerde olmasa da çoğu lepleme uygulamasında geçerli bir çözümdür.
Honlama ve Lepleme İşlemlerinden En İyi Sonuçların Elde Edilmesi
Zorlu ve hassas imalat taleplerini karşılamada ekipman ve kapasitenin beraberinde uzmanlık da gereklidir. Honlama ve lepleme ya da diğer hassas taşlama işlemlerinden herhangi birinde en iyi sonuçları elde etmek bilgi, beceri, deneyim ve proje özelindeki parametrelere bağlı yapılacak ayarlamalara bağlıdır.
İlgili Yazılar

Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu

Pimetre Nedir? Pimetre Ne İşe Yarar?
Pimetre, nesnelerin uzunluk, çap, kalınlık ve derinlik gibi ölçülerini

Mikrometre Tamburlarını Anlamak: Cırcırlı, Sürtünmeli ve Düz
Doğru ölçüm; talaşlı imalat, kontrol ve kalite süreçlerinde büyük