
Parça Tutma Stilleri ve Dikkate Alınacak Hususlar
Bir işleme operasyonu için yapılan hazırlıklar düşünüldüğünde, operatörün göz önünde bulundurması gereken bir dizi değişken bulunmaktadır. Ayrıca CNC işleme için parça tutma stilleri konusunda 10 dakikalık döngü süresine sahip gevşek toleranslı bir parça ile 10 saatlik döngü süresine sahip sıkı toleranslı bir parçayı tutmak arasında ciddi farklılıklar vardır. İşleme süreci özelinde doğru yöntemin belirlenmesi, operasyonun verimli ilerlemesi için önemli bir role sahiptir.
CNC Parça Tutma Cihazları
İdeal parça tutma cihazlarının kolay tekrarlanabilir kurulum süreçleri bulunmaktadır. Bu nedenle bazı CNC makineleri beraberinde standart parça tutma aparatları ile birlikte gelir.Örneğin, freze makinelerinde genellikle mengeneler bulunurken, torna makinelerinde mengenelerin yerini aynalar ve pensler alır. Bazı özel durumlarda, parçayı düzgün bir şekilde sabitlemek için parçaya özel üretilmiş bir parça tutucu düzene ihtiyaç duyulur. Bu özel sabitleme aygıtlarına en iyi örnek fikstür ve mastarlardır.
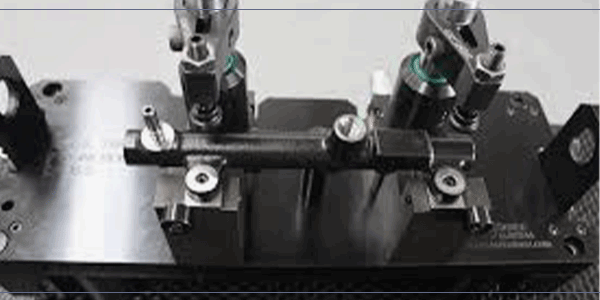
Hidrolik Fikstürler
Fikstür ve Mastarlar
Bir mastar, iş parçasını tutmak, desteklemek, konumlandırmak ve kesici takımı belirli bir işleme yönlendirmek görevlerini üstlenen bir parça tutma cihazıdır. Aynı zamanda fikstürler de temelde aynı türde araçlardır. Ancak fikstürler ile mastarlar arasındaki en temel fark, fikstürlerin kesici takımı belirli bir işleme yönlendirme yeteneklerinin olmamasıdır. Ayrıca fikstürler genel itibariyle freze işlerinde kullanılırlar. Ama mastarlar genellikle delme, raybalama, kılavuz çekme ve delik işleme gibi işlemlerde kullanılırlar. Fikstür ve mastarlar, standart CNC parça tutma cihazları ile karşılaştırıldığında daha hassas olmaları nedeniyle daha sıkı toleransların elde etmesine olanak tanırlar. Her iki cihaz da gövde, yer belirleyici, destekler ve kelepçeler gibi aynı temel bileşenlere sahiptir.
4 Fikstür Gövdesi
Fikstür gövdeleri dört temel türe ayrılır: Yüzey, taban, açılı ve blok.
Yüzey: Genel olarak bileşenlerin ön yüz plakasına sabitlendikten sonra iş miline monte edildiği torna süreçlerinde tercih edilmektedir.
Taban: Çalışma tezgahına monte edilirler. Delme ve frezeleme işlemlerinde yaygın olarak tercih edilen türdür.
Açılı: Birbirine dik iki plakadan oluşur. Parça açısının değiştirilebilmesine olanak tanıyan ayarlanabilir ve özelleştirilebilir plakalardan oluşur.
Blok: İşlenecek parçanın tezgâha dik olarak yönlendirilebilmesine olanak tanıyan dikey olarak yönlendirilmiş dikdörtgen bir yapıyı benimser. Blok tipi fikstürler ayrıca, birden fazla parçanın bağlanabilmesini sağlayan iki yüzeye sahiptir.
Mengeneler
Mengeneler, monte edilmiş, entegre, sabit ve ayarlanabilir şeklindeki dört kritere göre karakterize edilmektedir. Ayrıca monte edilmiş olanlar, fikstür içine yerleştirilmiş entegre mengenelerden farklı olarak, fikstüre takılıp çıkartılabilir özelliktedir. Sabit mengeneler hareketli bileşenlere uygun değilken, ayarlanabilir yer belirleyiciler diş ve/veya yayların dahil edilmesi sayesinde harekete izin vermenin yanında parçanın boyutuna göre ayarlanabilir yapıdadır. Bunlar, sağlamlık – montaj uyumluluk oranını elde etmek için birleştirilebilirler. Örneğin, V konumlandırıcı fikstür, birleştirilmiş ve sabit mengenelerin bir birleşiminden oluşur. Bir fikstürde sabitlenebilir ancak hareketli bileşenlere sahip değillerdir.
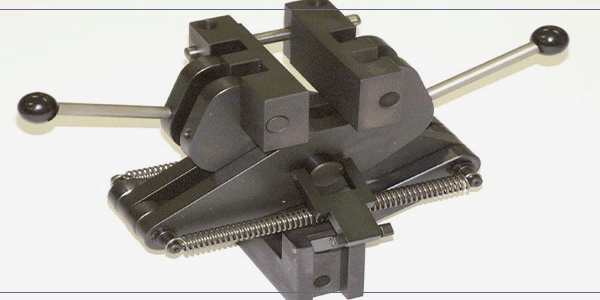
V Konumlandırıcı Fikstür
Destekler
Adından da anlaşılabileceği üzere, destekler bir parçayı işleme süreci sırasında destekleyerek deformasyonunu engeller. Dolayısıyla bu bileşenler konumlandırıcı olarak ikiye katlanabilmenin yanı sıra sabit, ayarlanabilir, entegre ya da monte edilmiş türler de mevcuttur. Genellikle üretim sürecinde parçanın altına yerleştirilseler de bu durum daha çok parça geometrisine, çalıştırılan makineye ve kesici takımın temas noktasına da bağlıdır. Ayrıca destekler farklı şekil ve boyutlara sahip şekilde temin edilebilmektedir. Örnek olarak parçanın altından ya da yanından seri olarak kullanılan küçük destek bileşenleri olan destek düğmeleri gösterilir. Ayrıca parçaya genel destek sağlamak için, eş zamanlı olarak her iki yanına paralel destekler de yerleştirilir.
Bir şeyleri güçlendirmek ya da bir arada tutmak gerektiğinde kullanılan kelepçeler, farklı şekil, boyut ve güç parametrelerinde üretilmektedir. Mengene ve aynalar da hareketli çenelere sahip olsalar da standart kelepçeler olarak kabul edilirler. Bu türe en alışılmadık örnek ise, bir manivela sistemine dayanak görevi gören bir pivot pimin de tasarımında yer aldığı mafsallı kıskaçtır. İki tip güç kenetleme sistemi ise hidrolik ve pnömatiktir.
Parça Tutma Sistemleri
Hidrolik Parça Tutma Sistemleri
Hidrolik sistemler, sıvıyı sıkıştırmak suretiyle güç elde ederek kavrama kuvveti sağlarlar. Ayrıca bu tip güç kelepçeleri pnömatik sistemlerle karşılaştırıldığında daha az yer kaplar. Dahası, genellikle daha büyük parçalar için kullanılırlar.
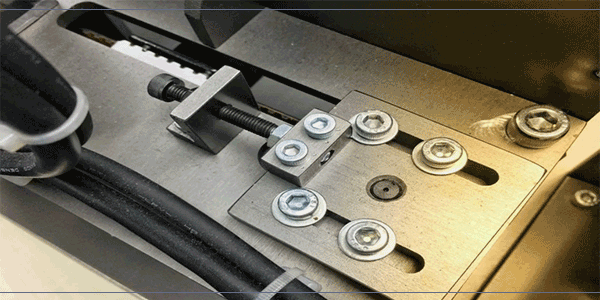
Pnömatik Kelepçeler
Pinomatik (pnömatik) kelepçeler, kavrama kuvveti sağlamak için bir gazı sıkıştırarak ortaya çıkan gücü kullanırlar. Ek olarak bu sistemler daha hacimli olduğu için küçük parçalarda kullanılırlar. Güçlü sıkıştırma, geleneksel sıkıştırma ile karşılaştırıldığında belirli avantajlara sahiptir. Öncelikle, bu sistemler geçiş süresinden tasarruf edilmesini sağlarlar. İkinci olarak, eşit basınç uygulayarak parçada hata ve deformasyon risklerini bertaraf ederler. En önemli dezavantajları ise yüksek maliyetli olmalarıdır. Ancak üretim süresinde sağladıkları tasarruf sayesinde bu dezavantajı telafi edebilirler.

Pnömatik Kelepçe
İzlenecek Temel Yönergeler Nelerdir?
Makalenin bu bölümünde fikstür ve mastarların kurulumunda izlenecek yönergeler şunlardır:
Uygun Toleransların Sağlanması
Kullanılan parça tutma aparatının toleransları, parçanınkinden %20 ile %50 daha sıkı olmalıdır.
Kabul Edilebilir Konumlandırma ve Destekleme Parçalarının Kullanılması
Konumlandırma ve destekleme parçaları, desteklenen parçanın belirlenen tolerans değerleri dışına çıkmadan çeşitli şekillerde kullanımına izin vermek üzere sertleştirilmiş bir malzemeden üretilmesi gerekir. Ek olarak destek ve konumlandırıcıların da standartlaştırılarak kolayca değiştirilebilir olması gerekir.
Kelepçelerin Doğru Konumlara Yerleştirilmesi
Kelepçeler destek konumların üzerine yerleştirilmelidir. Dolayısıyla bu sayede kelepçenin sağladığı kuvvetin parça deformasyonuna neden olmaması sağlanır. Ayrıca destek parçalarına geçmesi de sağlanmalıdır. Mengeneler, konumlandırıcılar ve destekler doğru konumlara yerleştirilerek kesme kuvvetlerinin parça boyunca eşit şekilde dağılması sağlanmalıdır. Yapılan kurulum kolay kenetlenmeye izin vermesinin yanı sıra zaman içerisinde çok sık değişiklik gerektirmemelidir.
Bu Yazımızı Okumuş Muydunuz ▶ CNC ile İşlenmiş Parça Maliyetini Düşürmek İçin En İyi 10 İpucu
İşleme Esnekliğinin Artırılması
Kullanılan fikstür ve mastarların tasarımı, gerçekleştirilebilecek işlem miktarını mümkün olan en üst seviyeye çıkartmalıdır. Ayrıca işleme sırasında kurulumun rijit ve kararlı olmasına özen gösterilmelidir.
Sonuç
İş parçası tutmak için bir dizi farklı yol kullanılır. Kavrama görevi bir makine ile de başarılı şekilde yerine getirilmektedir. Ancak nihai sonuç tolerans içinde olur. Kurulum türleri arasında verimlilik açısından farklar olabildiğinden, bu durum parça tutma kalitesi bakımından farklılıklar gösterebilir. Operatörlerin CNC parça tutma düzeneğinin verimlilik ve etkinliğini en üst düzeye çıkarması sayesinde
- tolerans dışı parçaların hurdaya ayrılması
- değiştirme
- zaman ve maliyet tasarrufu
sağlayarak üretkenliği artırması mümkündür.
İlgili Yazılar

Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu

Pimetre Nedir? Pimetre Ne İşe Yarar?
Pimetre, nesnelerin uzunluk, çap, kalınlık ve derinlik gibi ölçülerini

Mikrometre Tamburlarını Anlamak: Cırcırlı, Sürtünmeli ve Düz
Doğru ölçüm; talaşlı imalat, kontrol ve kalite süreçlerinde büyük