4- Torna ve Freze İşlemleri için Kesici Takımlar
Sadece makalelerimizi takip etmeniz halinde bile, birçok farklı takım tutucu çeşidi ve tarzı hakkında bilgi edineceksiniz. Uygulamaya uygun takım tutucunun seçiminde dikkat edilmesi gereken ilk husus, işleme operasyonu için gereken kesici takımı detaylıca anlamaktır.
Bu bölümde öncelikle torna, delme ve freze gibi olağan talaş kaldırma süreçlerinden bahsedeceğiz. Bu makineler için gerekli yaygın kesme takımlarına yakında bakacağız ve sonra da bu kesici takımların takım tutuculara nasıl monte edildiğini de inceleyeceğiz.
Yüksek Hızlı Çelik
En basit kesici takım ve takım tutucular yüksek hız çeliğinden (HSS) üretilmiş kare ya da dikdörtgen çubuklardır. Genellikle yüksek hızlı, hassasiyetli uygulamalar için değil yalnızca yumuşak malzemelerin düşük hızlarda işlenmesi için üretilen bu takımların yapımı basittir.
Karbürden üretilen ve yaygın olarak karşılaşılan kesici takım türleri genellikle daha sert bir malzeme ile kaplı çok daha sert bir uç tasarımına sahip çelik tutucular kullanır.

Karbür Kesic Takımlar
Semente Karbürler
Yüksek hız çeliği genellikle dayanıklılığı yüksek bir kesici takım olmadığından, metalleri verimli bir şekilde kesmek için aralarında semente karbür olarak bilinen türün de olduğu çok daha sert malzemeler geliştirilmiştir. Karbür, metal elementlerinin karbon ile kimyasal bir kombinasyonu ya da bileşiğidir. Kimyasal bağın sağladığı güç ve kararlılık nedeniyle üretilen malzeme çok kararlı ve çok serttir.
Karbür malzeme kullanmanın en belirgin dezavantajı, sahip olduğu yüksek sertliğin normal malzeme üretim tekniklerine karşı dirençli olması ve güvenilir takım malzemesi oluşturma sürecini karmaşık hale getirmesidir. Yaşanan problemleri aşmak için farklı bir makalenin konusu olan toz metal teknikleri kullanılmıştır.
İlk kez 1930’larda bağlayıcı olarak kobalt kullanılan tungsten karbür (kimyasal sembolü WC) parçacıklardan yapılan malzemeyi tanımlamak için semente karbür terimi kullanılmıştır. Semente karbür üretiminde malzemenin eritilerek kalıplara dökülmesi süreçlerini içeren toz metalürjisi teknikleri kullanılır.
Modern semente karbürler, tungsten, tantal, vanadyum, niyobyum, krom ya da molibdenden üretilen çeşitli metal karbürlerin yaygın olarak kobalt, nikel ya da her ikisinin kombinasyonu olan bağlayıcı bir malzeme ile karıştırılmasıyla üretilir. Bu karışım organik bir bağlayıcı ile bir arada tutulur, istenen şekle getirilir ve şekillendirildikten sonra fırında sinterlenir.
Sinterleme işlemi karbür parçacıkları etrafındaki bağlayıcı maddeyi erittikten sonra malzeme taşlanarak son boyutlarına getirilir. Ayrıca elde edilen karbür kesme malzemeleri, takımın aşınma ömrünü maksimize etmek için ek bir ince titanyum nitrür kaplama (kimyasal sembolü TiN) ile kaplanmıştır.
Aletlerin kesici kenarlarında sarımsı bir renkte görülebilen bu kaplama günümüzde matkap ve frezeler gibi pek çok kesme takımına yaygın olarak uygulanmaktadır. Titanyum nitrür kaplamalar, tipik bir matkap ya da herhangi bir kesici takımın ömrünü kaplamasız bir takıma göre birkaç kata kadar uzatabilir ve bu durum kaplama için üstlenilen maliyetlerin görmezden gelinebilmesini sağlar.
Amerikan Ulusal Standartlar Enstitüsü (ANSI), herkesin büyük miktarlarda satın alabileceği sekiz tip semente karbür takım türü için standart boyut ve tanımlamalara sahiptir. Bu aletler tipik olarak sert karbürden yapılmış bir kesici uç ve işlenmiş düz karbon çeliğinden üretilen kare bir çubuktan oluşmaktadır. Uç, uç ve tutucu yüksek erime sıcaklığındaki sert bir lehim alaşımı ile birbirine lehimlenmiştir. Sonrasında kesici uç istenen şekle getirilir. Kullanıcı, istenen uygulamaya uygun olarak takım açılarını, talaş açısını ve talaş kırıcıyı taşlamalıdır. Bu şekilde üretilen kesici takımlar, genellikle özel uygulamalar için kullanılan takımlardır. Ayrıca, üretim dışı uygulamalarda karşılaşılan çeşitli genel işleme süreçleri için farklı genel takım türleri üretilebilir ve kullanılabilir.
Sert lehimli takımlar, karbür uç neredeyse tamamen bitene kadar defalarca yeniden taşlanabilmekte ve yeni bir kesici uç yeniden lehimlenebilmektedir. Bununla birlikte, lehimleme uygulamasındaki yanlış tercihler sertliğin azalmasına ve ucun kırılmasına sebep olabilir. Tek noktalı kesme takımı özel bir kesme kenarı kullanılan torna işlemlerinde kullanılan basit bir kesici takım türüdür.
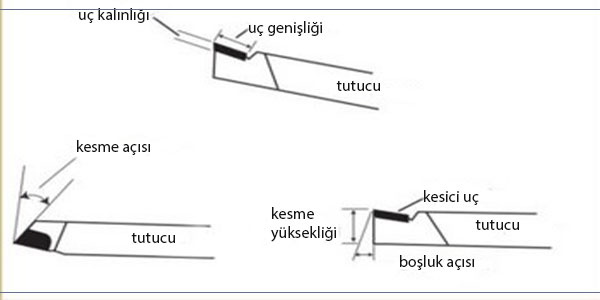
Şekil 12’de, bir torna tezgahında parçaları işlemek için tasarlanmış ve üretilmiş bir takımın birçok farklı konfigürasyonundan birini görebilirsiniz.
Semente Karbür Torna Parçaları
Karbür uçlu kesici takımın kesici kenarları, aşınmadan sonra birkaç kez yeniden taşlanabilir ve çelik sap üzerine yedek bir uç lehimlenebilir.
Değiştirilebilir Uçlar
Sert lehimli karbür uçlarla çalışırken ortaya çıkabilen sorunlar nedeniyle, çoğu üretim sürecinde değiştirilebilir uçlar yaygın olarak kullanılmaktadır. Değiştirilebilir uçlar, takım tutucuyu parçaya göre sıfırlamaya gerek kalmadan ve kesinlik kaybı olmadan, takım tutucu üzerinde değiştirilebilen hassas boyuttaki takım uçlarıdır.
Değiştirilebilir kesici uçlar, her biri normalde 10 ile 20 dakika arasında ömrü olan ve bir kenardan diğerine eğimli olan birden fazla kesme kenarına sahiptir. Geri döndürülemez bir arıza ile karşılaşmadan önce kesici uçları değiştirmek önemlidir. Uçlar genellikle bir harf belirteci ya da renk kodu ile etiketlenen üç farklı kategoride sınıflandırılır.
Düz tungsten karbür türler; kırmızı renk veya K harfi ile belirtilir ve dökme demirler, demir dışı metaller ve metalik olmayan malzemelerle yapılan uygulamalarda kullanılırlar. Yüksek alaşımlı malzemeler mavi renk ya da P harfi ile belirtilir ve çelik türlerinin işlenmesi için kullanılır. Daha az alaşım içeren tipler sarı renk ya da M harfi ile gösterilir. Bu kalite ürünler yüksek alaşımlılara göre daha az titanyum karbür (TiC) içerir ve çelik, paslanmaz çelik, nikel alaşımları ve sfero dökme demirlerle yapılan işleme uygulamalarında kullanılırlar.
Ayrıca bu sınıfların her biri içinde sertlik ve tokluk değişimlerini gösteren alt sınıflar bulunur. Aşağıda bulacağınız Tablo 1’de, ISO 513 sınıflandırmalarının bir özetini görebilirsiniz. Üreticiler, ürettikleri karbür uçlara ait kataloglarda kolaylık olması için genellikle renk kodları kullanırlar.
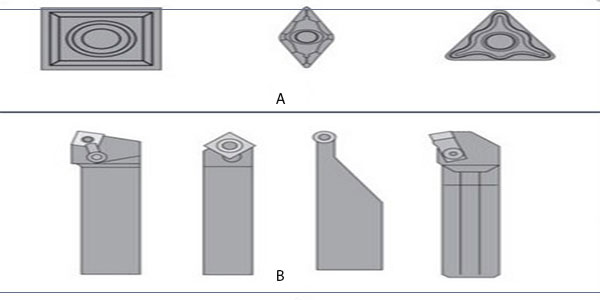
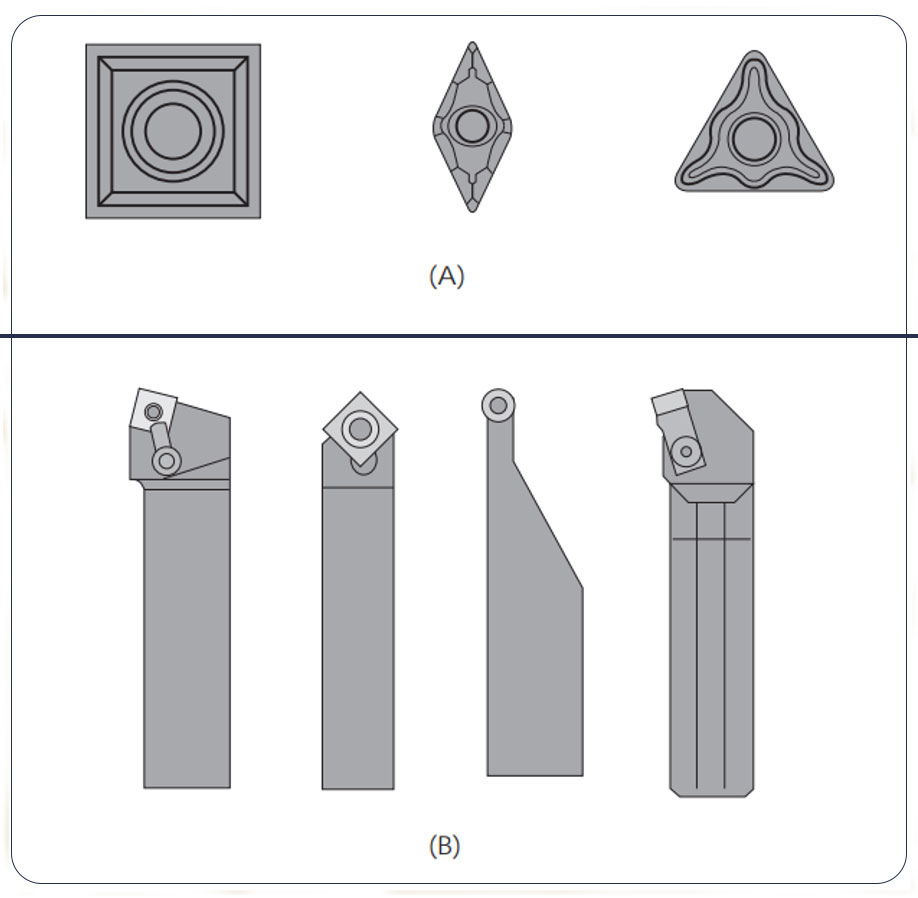
Değiştirilebilir Kesici Uç
(A) Değiştirilebilir kesici uçlar, özel işleme görevleri için çok çeşitli şekillerde üretilirler. Kesici kenarlar arasında daha büyük bir açıya sahip olduklarında daha güçlüdürler.
Değiştirilebilir uçlar (B) takım tutucu saplarına çeşitli şekillerde monte edilir.
Seramik
Seramikler, iletken olmayan ve semente karbür uçlara göre daha iyi ısı ve aşınma direnci özelliğine sahip metalik olmayan malzemelerdir ve daha ciddi uygulamalarda daha sık tercih edilirler.
Seramik uçlar genellikle alümina, silisyum nitrür, itriya ve diğer oksit ve nitrürler kullanılarak üretilir. Nitrür, nitrojen, bor veya silikon gibi elektropozitif elementten oluşan bir bileşiktir. Oksit, bir elementle oksijenin kimyasal bir bileşimidir. Örneğin; silikon dioksit, silikon ve oksijenin bileşiminden oluşan SiO2’dir. Oksitler güçlü bağları nedeniyle çok kararlıdır. Birçok metal oksit yüksek sertlikte, saflıkta veya alaşım içeren metallerden çok daha serttir.
Alümina (Al2O3), normalde çok yumuşak bir metal olan alüminyum ve oksijenin bir kombinasyonudur. Aynı zamanda sertliği RC50 veya daha yüksek olan seramik bir malzemedir. Titanyum nitrürlü alimüna ve silikon nitrür (Si3N4) ise kullanılan diğer seramik malzemelerdir.
Süper Sert Malzemeler
Günümüzde kritik uygulamalar için geliştirilmiş diğer bir malzeme sınıfı da süper sert malzeme olarak sınıflandırılan türdür. Polikristal sentetik elmas (PCD) ve kübik bor nitrür (PCBN veya CBN) bu kategoride yer alan iki önemli malzeme olmakla birlikte süper sert kesici takımlar üzerine yapılan araştırmalar hala devam etmektedir. Süper sert malzemeler, sert metalleri ve dökme demiri uzun süre ve yüksek hızlarda işleme yeteneğine sahiptir. Bununla birlikte, süper sert malzemeler diğer kesici uçlara göre daha yüksek maliyete sahip olduklarından yaygın olarak kullanılmamaktadırlar.
UYGULAMAYA GÖRE SERT METALLERİN ISO SINIFLANDIRILMASI
İlgili Yazılar

Puntasız Taşlama/ Avantajları ve Uygulama Alanları Nelerdir?
Puntasız Taşlamaya Giriş, Avantajlar ve Uygulama Alanları Bir

Talaşlı İmalat/ En Çok Kullanılan Takımlar Nelerdir?
Talaşlı İmalatta En Çok Kullanılan Takımlar Nelerdir? Talaşlı

Torna Takımları ve Kullanım Alanları Nelerdir?
Makine ile işleme süreçlerinde gerçekleştirilen farklı işlem türleri,