
Kalibrasyon Toleransı Nedir?
Bu Yazıyı Dinleyebilirsiniz.
Bir Cihazın Yetenekleri ve Nasıl Kalibre Edildiğinin Açıklaması
Metal işleme şirketleri için kalibrasyon toleransı, kalite kontrol ve kalite yönetim sistemlerinin önemli bir parçasıdır.
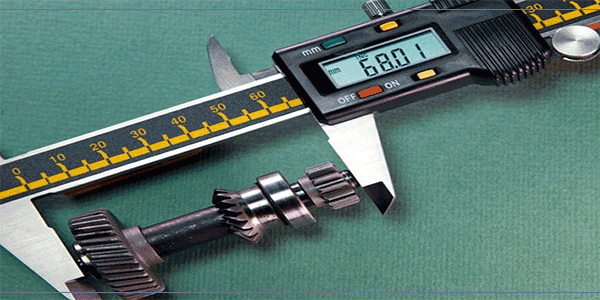
Herhangi bir cihaz kalibre edilirken, kalibre edilen cihazın doğruluğunu saptamak, ayarlamak ve belgelemek için kullanılan ölçüm cihazı, kabul edilmiş, bilinen bir standartla karşılaştırılır. Kalibrasyon toleransı, kalibre edilmiş cihaz ile bilinen standart arasında mevcut olan kabul edilebilir maksimum sapmadır.
Talaşlı imalatta kullanılan ve mümkün olan her durumda, parça ölçümünde kullanılan cihazlar NIST standartlarına göre kalibre edilir. Örneğin, lazer mikrometreler kalibre edilirken, veri noktaları oluşturmak adına NIST izlenebilir delik mastarları kullanılmaktadır.
Fakat kalibrasyon toleransı, cihazla ne ölçüldüğüne göre değişiklik gösterir.
Takım Kalibrasyonu
Kalibrasyon Toleransının Anahtarı
Metal kesmede kullanılan lazer mikrometrelere yakından bakıldığında, her birinin çalışacağı bir aralık olduğu görülmektedir. Ayrıca her cihazın kendine özel toleransları olduğu da görülür. Ancak, genellikle daha dar bir aralıkta ölçüm yapıldığı için, ilgili mikrometrenin ölçebileceği daha geniş bir aralık yerine daha dar bir aralıkta kalibre edilmektedir.
Örneğin, bir cihaz 0,254mm ila 6,35mm aralığındaki çapları ölçebilir, ancak ilgilenilen aralık 0,508 ~ 2,24 mm ise, bu dar aralıkta delik mastarları ve mevcut değerler kullanılmaktaydı.
İlginç olarak bilinen bir gerçek, çap büyüdükçe daha sıkı toleransları tutmanın zorlaşmasıdır. Örneğin, 25,4mm çap için üç ondalık basamağa göre kalibre edilmiş bir mastar, 0,000254mm toleransa sahiptir. Ancak, 254 mm çap için, aynı sınıfta bir mastarın sahip olduğu tolerans 0,00127mm’dir.
Genellikle 0,102 ~ 1,702mm çaplar daha yaygındırlar. Ancak mevcut cihazlar çok daha büyük çapları ölçmektedir. Elbette ki, kalibrasyon toleransı cihaz kapasitesine bağlı bir olgudur. Mevcut cihaz yalnızca 0,000508mm ölçüm yapabiliyorsa, kalibrasyonun bu aralıkta yapılması gerekmektedir.
Dolayısıyla kalibrasyon toleransının cihaz yetenekleri ve kalibre edildiği aralığın kesin olarak belirlenmiş olmasına bağlıdır.

Takım Kalibrasyonunda Nelere Dikkat Etmek Gerekir
Kalibrasyon Toleransı Ve Proses Toleransı
Kalibrasyon toleransı haricinde üretim sürecinde bir parçanın kesim işleminin gerçekleştirildiği tolerans da dikkate alınır.
Kabul görmüş kural, proses toleransı ile karşılaştırıldığında, kalibrasyon toleransının daha sıkı olması gerektiğidir. Bu durum için bilinen en geçerli kural olan 10’a 1 kuralı uygulanır.
Örneğin, 0,0254mm bir tolerans için 0,00254mm kalibrasyon toleransına sahip bir lazer mikrometre kullanılmalıdır. Ayrıca bu mikrometreyi kalibre etmekte kullanılan XXX sınıfı delik mastarının toleransı mevcut değerden daha sıkı olmalıdır.
Bu Yazımızı Okumuş Muydunuz? ▶▶▶▶
Üçüncü Şahıs Tarafından Onaylanmış Kalibrasyon Toleransı Nedir?
Talaşlı imalatla uğraşan işletmeler, NIST izlenebilir delik mastarı kalibrasyonu için bağımsız bir ISO sertifikalı laboratuvarla da çalışmaktadır. Bu durum, delik mastarlarının gereken değerler dâhilinde olmasını sağlamanın yanı sıra işlevlerini en üst düzeye çıkarmaya da yardımcı olur.
ISO sertifikalı bazı laboratuvarlar, belgelediklerinden çok daha iyi ölçüm donanımlarına sahiptir. Talaşlı imalat şirketlerinin kendi bünyelerinde de çok hassas ekipmanlar olabilmektedir. Fakat 0,00000254mm gibi seviyelere kadar kalibrasyon kabiliyetine sahip olmamaktadır.
Ek olarak, bu yüksek hassasiyet seviyesinin yanı sıra sıkı kontrol edilmesi gereken sıcaklık, nem, hava basıncı ve benzer çevresel koşullar altında ölçüm yapılması gerektiğinde termal genleşme katsayısının etkileri de hesaplanmak zorundadır.
Bu nedenle kalibrasyon işlemlerinde ISO sertifikalı üçüncü taraf hizmetlere başvurmak sürece katkı sağlar. Bu durum, şirket içi aygıtların kalibrasyonunun uygun yetenek ve toleranslara sahip araçlar kullanılarak yapılmasını sağlamaktadır.
ISO9001:2015’de kalibrasyon toleransına yer verilmemiştir. Ancak en son ISO standartlarının 7. maddesinde ölçüm ekipmanlarının seçimi, bakımı ve kalibre edilmesi konularında öneriler bulunmaktadır.



Kalibrasyon Toleransını Tartmak
Kalibrasyon toleransının, bazı durumlarda ağırlığı ifade ettiği de görülür. Bunun başlıca nedeni, aynı ağırlıkta küçük boyutlara sahip büyük parti üretimlerde parça sayımının ağırlık kullanılarak yapılmasıdır.
Bir partiyi sayarken, doğru sayım ölçeğine referans olarak 100 ya da 1000 parçanın ağırlığı kullanılır. Bu nedenle, ağırlık standartlarının da üçüncü parti sertifikalı bir laboratuvarda kalibre edilmesi önemlidir.
Laboratuvarda kalibre edilen standartlar sonrası dâhili terazilerin kalibrasyonu için ağırlıkları kullanmak mümkündür. Çoğu şirket, gramdan miligramın kesirlerine kadar değişen küçük parçaların doğrulanması için farklı toleranslara sahip çok sayıda ölçeğe sahiptir.
Hassas Üretim İçin Önemi
Sahip olunan ekipmanların yetenek ve toleranslarını anlayarak, hassas üretimde başarıyı yakalamak mümkündür. Her gün binlerce küçük parçanın üretildiği bir atölyede kalite kontrol standartlarına uymak ve kalibrasyon toleransı konusunda özenli davranmak, müşteri ihtiyaçlarını karşılayan yüksek kalite parçalar üretilmesini sağlamaktadır.
İlgili Yazılar

Teknik İpucu: Hidrolik Pensler İçin Hızlı Rehber
Hidrolik Pensler (Hydraulic Chucks) hassas talaşlı imalatta yüksek doğruluk
Takım Tutucunun Anatomisi: Başarılı Bir Takım Bağlama İçin Bilmeniz Gereken Her Şey
Metal işleme sektörü daha yüksek devirler, daha zor işlenen
Parça Üretiminde Matkap Ucu Türleri
Matkap ucu, ürün ve malzemelerde delik açmak için kullanılan