
Karbür ve Elmas Freze ve Uç Detaylı inceleme
Bu Yazıyı Dinleyebilirsiniz.
Karbür (elmas) freze ile üretim daha kolay
Talaşlı üretim tezgahlarında kullanılan karbür (elmas) uçlar delme, tornalama, frezeleme, talaş kaldırma ve talaş kaldırarak şekillendirme işlemlerinde önemli görevleri yerine getiriyorlar.
Talaşlı imalat olarak bilinen, takım tezgahlarında işlenen malzemeleri endüstriyel ürün haline dönüştüren süreçte karbür uçlar en uygun sonuca ulaşmayı sağlıyor. Karbür freze ile tek ucun kullanılmasıyla sürekli kesme-delme yapılabildiği gibi birden çok uç kullanılarak frezeleme işlemleri de yapılıyor. CNC (Computer Numerical Control – Sayısal Kontrollü Bilgisayar) tezgahında üretime alınacak malzemenin yapısı ve uygulanacak işleme göre karbür uç çeşitleri de değişiklik gösteriyor. Ne kadar hassas programlanmış kaliteli bir panel ve program kullansanız dahi kullansanız, tezgahınız ne kadar kaliteli de olsa süreç karbür (elmas) ucu ile şekilleniyor. Şimdi talaşlı imalatta karbür uç kullanımından başlayarak sürecin tamamına göz atalım.
Karbür (elmas) uç nedir?
Karbür frezeyi tanımlamaya başlamadan önce “karbür”ün dolayısıyla karbür ucunun ne olduğuna ve hangi ihtiyaçları karşıladığına bir göz atalım. Kimyasal olarak karbür, karbon-hidrojen bileşiklerinin dışında, karbonun kendine daha az elektronegatif bir elementle oluşturduğu iki değişkenli bileşik olarak tanımlanıyor. Yaygın olarak kullanılan karbürler kalsiyum, tungsten, silisyum, bor ve demir kullanılarak elde edilir. Sinterlenerek sertleştirilen karbürler, karbür ucu olarak çeşitli malzemelerin işlenmesini sağlar.
Karbür uç olarak belirtilen ürünler ise karbür olarak nitelendirilen katı haldeki hammaddenin çeşitli bileme tezgahları vasıtasıyla şekillendirilecek iş parçasını işleyecek uygun nihai ürünler haline getirilmiş halidir.
Endüstriyel talaşlı üretimde yaygın olarak kullanılan takım tezgahı çeşidi olan frezeler 19’uncu yüzyılın sonunda kullanılmaya başladı. Ekseni etrafında dönen kesici takım aracılığıyla işlenecek materyalden parça alarak ya da talaş kaldırarak şekil vermek üzere tasarlanan karbür uçların kullanımıyla üretim hacimleri ve kalitesi arttı.
Karbür uç ile işleme ise kesme, delme, tornalama, frezeleme ve tesfiye işlemlerinin yapıldığı tezgahlarda ahşap, metal, plastik, taş türleri ve demir dışı malzemeler gibi materyallerin karbür uçlarla işlenmesidir. Talaş kaldırma yöntemiyle üretilen işlenmiş ürünler bir çok endüstriyel uygulamayı güçlü yapısıyla mümkün kılıyor. Frezeleme işleminde karbür kullanımı 1930’lu yıllarda Fransa’da başlıyor. Takım tezgahlarında sert ve güçlü bir kesici malzemeye duyulan ihtiyaçla karbür kullanımı gündeme geliyor. Elde edilen ürünlerin başarısı ile imalat tezgahlarında kesme takımı olarak karbür freze kullanımı yaygınlaşıyor.
Karbür Frezelerle ilgili ürünlerimizi görmek için tıklayınız.
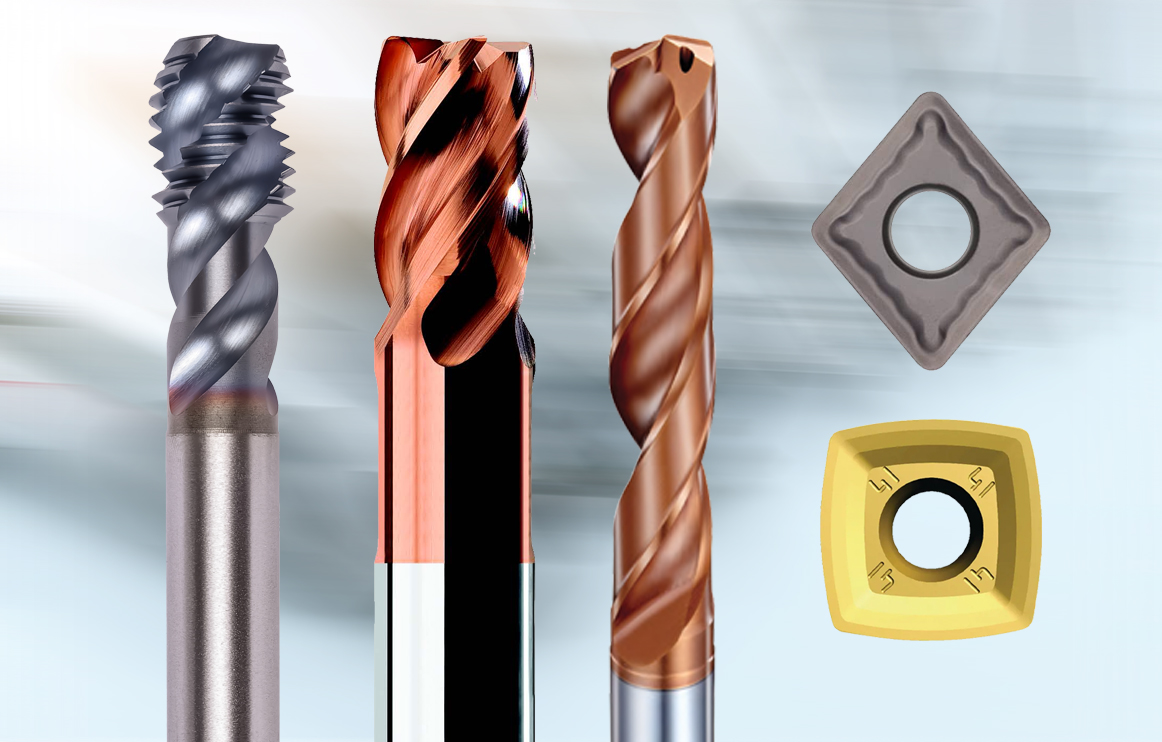
Karbür (Elmas) Uçların Çeşitleri
Karbür (elmas) uç
Sinterlenmeden içeriğinde Cobalt gibi alaşımlarında bağlayıcı olarak bulunduğu ve toz halinde elde edilen tungsten karbür hammaddesi öncelikle istenilen uç (insert) kalıbına boşluksuz olarak dökülür. İçerisinde karbür tozu bulunan kalıp yüksek sıcaklıklarda sinterlenerek bahsedilen karbür (elmas) uç şeklini alır. Uçlar bu şekilde de kullanılabilirken bazıları kesme özelliklerini artırma amaçlı tekrar taşlanabilir ve daha sonra işleyeceği uygun malzemeye göre çeşitli kaplamalar uygulanır. Örneğin TiN, TiAlN, TiSiN, TiCN, AlTiN, CrN, ZrN, nACo, nACRo…
Karbür (Elmas) Freze
Elmas frezeler, silindirik şekilde sinterlenmiş ve taşlanmış hammaddeler kullanılarak yine taşlama tezgahlarında şekil verilmek ve kaplanmak suretiyle iş parçasına uygun nihai ürün haline getirilen talaş kaldırma ürünleridir.
Ülkemizde Teknik Hırdavat ve alt sektör olarak Kesici Takım firmalarının satışını yapmış olduğu ürünler iş parçasına uygun olarak kalitesine göre şekil verilmekte ve farklı elmas çubuklar kullanılmaktadır.
Kesici Takımlar
Karbür (elmas) freze nasıl seçilmelidir?
İşlemeniz veya şekil vermeniz gereken bir iş parçası olduğunu fark edelim; Bu iş parçasına havuz açmak, kaba talaş kaldırmak, ara kaba veya Finish operasyonları uygulamak için doğru takım seçimi çok önemlidir. Öncelikle tezgahınızın, sizin ve çalışanlarınızın belirli bir zaman maliyeti olduğunu düşünürsek, işinizi hızlı çözecek ve sizi çözüme çabuk götürecek bir takım olması en önemli husustur. Ayrıca hızlı aşınan bir elmas frezenin maliyetlerinizi artıracağı ve hem kar marjınızı düşüreceğin hem de teklifleri alamayacağınızın bir göstergesidir.
Doğru karbür freze seçimi için ne yapmalıyız?
Öncelikle işleyeceğiniz bir makine parçası mı yoksa kalıp bileşeni mi buna göz atmak lazım. Genel olarak rutin bir makine parçasının hareketsiz olan kısımlarında çok fazla hassasiyet aranmayacağı ve çok fazla talaş kaldırılması gerektiğinden dolayı daha standart takımlar kullanılması önerilebilir.
Ancak güçlü bir tezgahınız ve kaldırılması gereken büyük miktarda talaş hacminiz var ise bu noktada High Feed takımlar derdinize çare olacaktır. Ancak Döküm veya imalat çelikleri gibi farklı ve kolay işlenebilir malzemeler işliyor ve işleme maliyetlerinizi düşük tutmak istiyorsanız standart ve uygun maliyetli takımları tercih etmenizde fayda olacaktır. Bu takımlar daha uygun karbür çubuklardan üretilmiş ve yine uygun kaplamalar kullanılmış örnek olarak 30° helis açılı ve 0.6micron tane boyutlu ve TiN ya da TiAlN kaplanmış bir karbür freze olabilir.
Ancak bir kalıp parçası işliyorsanız bu noktada daha hassas takımlar kullanmanız önerilmektedir.
Daha hassas takım olarak belirtilen detaylar nelerdir?
Çalışan sürtünmeli mekanik parçalar ve sabit iş parçaları arasında:
- Yüzey kalitesi daha hassas (Ra veya Rz) değerleri olan,
- Çap hassasiyeti (h6,h7,h8 gibi) olan,
- Çeşitli kaplamaların uygulanacağı yüzeyler,
- Takım veya herhangi bir iz olmaması gereken kalıp yüzeyleri,
- Aşınma kabiliyeti istenen yüksek sertlikteki malzemeler,
- Korozyon ve ısı direnci istenen yüksek alaşımlı malzemeler,
- Paslanmazlık kabiliyeti istenen ve çeşitli korozif etkilere dayanıklı,
- Darbe dayanımı istenen, savunma ve silah sanayinde kullanılan malzemeler,
- Havacılıkta kullanılan ve hem dayanım hem de yüzey kalitesi istenen malzemeler
Gibi detaylı durumlarda kullanmanız gereken karbür frezeler çeşitlendirilmeli ve kesici takım tedarikçinize bu gibi detaylar mutlaka şağlanmalıdır.
Karbür (elmas) ucu uygun bir seçenek
Metal işleyerek parça üretimi yapan firmalar başta olmak üzere günümüzde karbür uçlar yaygın olarak kullanılmaktadır. Çünkü freze işleminde karbür (elmas) uç kullanmak aynı zamanda uygun bir seçenek. Ayrıca maliyetin yükselmesi ile tezgahta işlenecek ve ekonomik olarak karlı olabilecek materyal çeşidini de azaltıyor. Karbür freze fiyatları dikkate alındığında üretim maliyetlerinin işletmeler için daha uygun noktalara geldiği görülmektedir. Böylece günümüzde dökme demirden çeliğe, sertleştirilmiş metallerden alüminyuma kadar günümüzde en yaygın kullanılan endüstriyel malzemeler karbür uçlar ile işleniyor.
Karbür matkap ucu ile malzemenin yapısına uygun işlem
Günümüzde CNC tezgahları hassas ölçümlü ve detaylı ürünler işlerken karbür matkap ucunun sunduğu avantajlardan da yararlanıyor. Otomatik olarak yapılan üretimde CNC tezgahları delme işlemi yapılırken tek uç ile sürekli aynı işlemi tekrarlanıyor. Bu durumda ucun ısınması, yıpranması, şeklini kaybetmesi veya çatlaması gibi çeşitli olumsuzluklarla karşılaşılabilir. İşlenen materyalin yapısı ve başta sürtünme nedeniyle ucun yıpranması sebebiyle üretimin ilerleyen aşamalarında delik derinliği ve genişliği farklılık gösterebilir. Karbür matkap ucu kesme değerlerini internet sitemizde görebileceğiniz gibi sert metallerin işlenmesi için içten soğutmalı modelleri de bulabilirsiniz.
Karbür matkap devir ilerleme kontrolünüz altında
Karbür devir ilerlemede karbür matkap ucu kullanımı ve tezgahlarda yapılan delme işlemlerinde önem kazanan bir konu. Kullanılan materyalin türüne, işlem sırasında gösterdiği mukavemete göre istenilen devir ve ilerleme gibi ayarlamalar yapılabiliyor. Bunu gerçekleştirmek için işlenecek materyale hakim olmak gerekiyor. Örneğin alüminyum alaşımlı döküm malzemede kesme hızı ve çapını internet sitemizden ulaşabileceğiniz tablolar yardımıyla belirleyerek karbür matkap devir ilerlemesini kontrol altına alabilirsiniz.
Karbür ve Elmas arasındaki fark nedir?
Ülkemizde Sert Metal olarak da adlandırılan Karbür ürünlerin %85-%90 Wolfram Karbür veya Tungsten Karbür (WC) alaşımı içermesinden dolayı sektörel olarak bu ürünlere kısaca Karbür veya İngilizcede Carbide olarak isim verilmiştir. Ancak dünyada da teknik kelimelerin yaygınlaşmadığı ve genelde sanayide bu ürünlerin çok sert olması sebebiyle doğada bilinen en sert madde olan ve İngilizcede Diamond dilimizde ise Elmas olarak da kullanılmıştır. Ürünlerin teknik isimleri Semente Karbürdür (Cemented Carbide) ve bunun sebebi çeşitli alaşımlar da eklendikten sonra ürünün hammadde aşamasında Sinterlenerek sertlik kazandırılmalıdır. Semente karbürler, nihai ürünler elde edilmesi amacıyla farklı şekillerde hammaddelere dönüştürülebilirler. Örnek olarak Karbür freze üretimi için çubuk (bar) şeklinde sinterlendikten sonra nihai ürün olabilmeleri için belirli taşlama işlemlerinden geçerken, karbür veya elmas uç olarak nitelendirilen ürünler ise toz halde kalıplara dökülerek sinterleme yoluyla direkt şekillendirilir.
İlgili Yazılar

Kalibrasyon Toleransı Nedir?
Bu Yazıyı Dinleyebilirsiniz. Bir Cihazın Yetenekleri ve

Tornalama işleminde Titreşimi Giderme
Bu Yazıyı Dinleyebilirsiniz. Tornalama işlemlerinde karşılaşılan yaygın

Mikrometre Rehberi: Hassas İnceleme Aracı
Bu Yazıyı Dinleyebilirsiniz. Temel el tipi mikrometreler,