
Paslanmaz Çelik Kesme Kılavuzu
Bu Yazıyı Dinleyebilirsiniz.
Havacılık ve otomotiv endüstrileri için parça üreten atölyelerde paslanmaz çelik, neredeyse alüminyum kadar yaygın bir malzeme olabilir. Paslanmaz çelik, çok çeşitli uygulamalarda kullanılabilen birçok farklı alaşım ve kalitede bulunabilen çok yönlü bir malzeme olarak öne çıkar. Bununla birlikte, çelik gibi malzemeleri frezelemek son derece zor bir işlem olabilir. Paslanmaz çelikler, parmak freze takımlar için birer tüketici olmaları ile ünlüdür. Bu nedenle hız ve ilerlemeleri ayarlamak ve bununla beraber doğru takımı seçmek işleme operasyonunun başarısında kilit öneme sahiptir.
Malzeme özellikleri
Paslanmaz çelikler, karbon ve düşük alaşımlı çeliklerle karşılaştırıldıklarında çok üstün bir korozyon direncine sahip yüksek alaşım çelikleridir. Bunun nedeni, içerdiği elementin en az %10’luk kısmını paslanmaz çelik alaşımlarının farklı kaliteleri ile yüksek kromdan oluşmasıdır.
Paslanmaz çelikler, östenitik, ferritik, martensitik, çökelmeyle sertleştirilmiş ve dubleks paslanmaz çelikler olarak beş kategoriye ayrılırlar. Her kategoride temel bir alaşım bulunur ve farklı uygulamalar için belirli özellikler kazandırmak amacıyla bileşiminde küçük değişiklikler yapılır.



Takım Seçimi
Paslanmaz çelik işlenirken, uygulama türüne göre en doğru takım seçimi çok önemlidir. Kaba işleme, ince talaş işleme, kanal açma ve yüksek verimli frezeleme takım yollarının tamamı, doğru parmak freze seçimi yapıldığında paslanmaz çelik malzeme için optimize edilebilir.
Geleneksel Kaba İşleme
Geleneksel kaba işleme uygulamaları için 4 ya da 5 oluklu parmak freze kullanılması önerilir. 5 oluklu parmak frezeler, 4 oluklularla karşılaştırıldığında daha yüksek ilerleme hızlarına izin verse de, her iki parmak freze türü de kaba işleme operasyonları için iyi sonuçlar elde edilmesine olanak tanır.

paslanmaz-celık-nasıl-kesilir
Kanal Açma
Paslanmaz çelik malzemede kanal açma işlemlerinde talaş tahliyesi üzerinde durulması gereken bir konudur. Bu nedenle, daha düşük kanal sayısının talaş tahliyesinde daha yüksek performans gösterdiği bilindiğinden 4 kanallı bir takım seçimi daha yerinde olacaktır. Özellikle talaş kırıcı geometriye sahip takımlar, talaşların küçülmesine neden olurlar. Küçük talaşların daha kolay tahliye edilebilir olması nedeniyle paslanmaz çelikte kanal açma işleminin verimliliğini artırırlar.
Finisaj
Paslanmaz çelik parçalarının finisajında en iyi sonuçları elde etmek adına ya yüksek kanal sayılı ya da yüksek helis açısına sahip bir takım kullanılmalıdır. Paslanmaz çelik malzemenin finisajı için üretilen son işlem parmak frezeler, 40 derecenin üzerinde helis açısı ve 5 ya da daha fazla kanala sahiptirler. Daha agresif bir finisaj için kanal sayısı 7 ila 14 arasında değişebilir.
Yüksek Verimli Frezeleme
Yüksek verimli frezeleme, paslanmaz çelikte etkili bir işleme tekniği olarak kullanılmak isteniyorsa doğru takımın tercih edildiğinden emin olunmalıdır. Standart 5-7 kanala ve değişken hatveli parmak frezeler yüksek verimli frezeleme için iyi performans sunabilirken, talaş kırıcı ve 5-7 kanallı kaba frezeler ise mükemmel bir seçimdir.
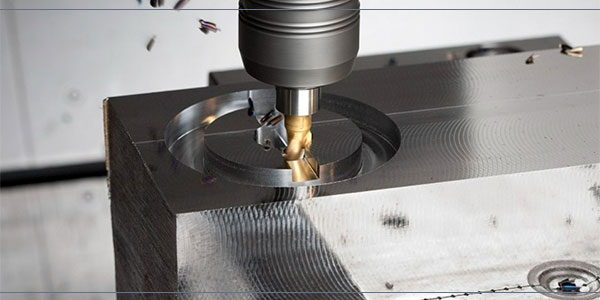
paslanmaz-celıge-uygulanan-frezeleme-ıslemı
Çalışma Parametreleri
İşleme için kritik öneme sahip olan takım seçiminin yanı sıra diğer önemli etken de çalışma parametreleridir. Paslanmaz çelik işlenirken belirlenecek çalışma parametreleri pek çok farklı etken tarafından belirlenir. Ancak başlangıç noktasında izlenmesi gereken bazı referans kurallar bulunur.
Paslanmaz çelikler işlenirken, 1/8”(3,17mm) parmak freze için 3mm parmak freze için 0.012 ila 25mm parmak freze için 0,15mm arasında değişen talaş yükü ve 6000-15000 arası bir RPM önerilir.
Sonuç
Paslanmaz çelik malzemeyi işlemek her zaman zor olmak durumunda değildir. Her parça için uygun malzeme kalitesinin seçimi, doğru kesici takımın seçimi ve çalışma parametrelerinin optimize edilmesi ile karşılaşılabilecek sorunların hemen hepsi aşılabilir.
İlgili Yazılar

CNC İşlemede Hammadde Kalite Kontrolü ve Muayenesi: Özellikler, Yöntemler ve Standartlar
CNC işlemede hammadde kalite kontrolü,

Kademeli Tornalama vs. Konik Tornalama: Aralarındaki Farklar Nelerdir?
Tornalama, yüzyıllardır imalat sanayisini destekleyen temel bir talaşlı imalat

Cıvata ve Vida Arasındaki Farklar Nelerdir?
Cıvatalar ve vidalar, inşaat, makine