
Yuvarlak ve Düz Uçlu Freze Hızları ve İlerlemeler
Yuvarlak uçlu frezeler, endüstriyel uygulamalarda kullanılan pek çok freze takımından biridir. Ayrıca freze hızları ve ilerlemeler belirlenirken dikkate almanız gerekenleri ve düz uçlu parmak frezeler ile arasındaki farkları bu makalede incelemeye çalıştık.
Yuvarlak Uç Freze Farkları
Yuvarlak Uçlu Freze Nedir?
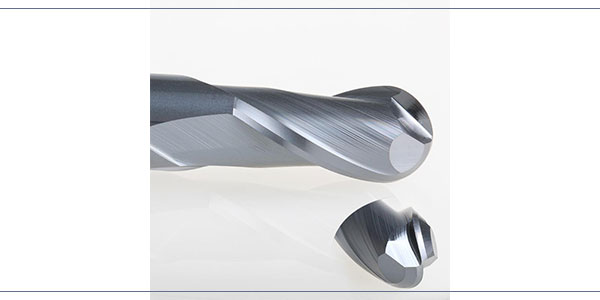
Uç kısmında kavisli yüzeyler, 3B şekiller, karmaşık tasarımların işlenmesini sağlayan yuvarlak bir uca sahiptir. Ek olarak bu tür, bir freze makinesinin mili ile uyumlu şaftın ucundaki kesici kafadan oluşur.
Yuvarlak uçlu parmak frezeler, kalıp ve benzeri pürüzsüz yüzey gerektiren hassas parçaların üretilmesinde kullanılmaktadır. Ancak dekoratif metal işleri ve mücevher üretiminde de popüler araçlardır. Yuvarlak uçlu tasarımları, kavisli yüzeylerin yüksek hassasiyetle işlenmesine olanak tanımaktadır. Ayrıca diğer takım türleri ile işlenmesi zor olan karmaşık geometrili şekiller oluşturmak için de kullanılabilirler.
Yuvarlak uçlu parmak frezeler karbür, yüksek hız çeliği gibi farklı malzemelerden ve farklı boyutlarda üretilirler. Plastik, alüminyum, pirinç ve çelik gibi çeşitli malzemelerin işlenmesinde kullanılabilirler. Frezenin hangi malzemeden üretildiği ve boyutu, uygulamanızın gereksinimleri ve işleyeceğiniz malzemeye göre karar verilmesi gerekmektedir.



Aralarındaki Farklar Nelerdir?
Yuvarlak ve düz uçlu parmak frezeler arasındaki temel fark, kesici uçlarının geometrisidir. Bu frezeler, kavisli yüzeyler ve 3B şekiller oluşturmak için uygun olan yuvarlak uca sahiptir. Ancak düz uçlu frezeler düz ve sığ yüzeyleri işlemeye uygundur.
Öte yandan pürüzsüz bir yüzey kalitesine ihtiyaç duyulan ince işlerde tercih edilmektedir. Ek olarak karmaşık şekil ve konturların işlenmesinde sıklıkla tercih edilir. Eğimli yüzeylerin, 3B şekillerin ve konturların işlenmesinde, sahip olduğu yuvarlatılmış kesme kenarları işlenen yüzeyin konturunu takip ettiği için idealdir.
Öte yandan düz frezeler ise genellikle düz ve sığ yüzeylerin işlenmesinde kullanılır. Bununla birlikte kama kanalları ve yuvalar oluşturmak için de tercih edilirler. Düz parmak frezelerin düz geometrisi, düz çizgileri ve düz yüzeyleri işlemek için daha uygundur. Ancak karmaşık şekil ve konturların işlenmesinde yuvarlak uçlu frezeler kadar etkili değillerdir.

Freze Hızları ve İlerlemeler
Yuvarlak uçlu frezelerde hız ve ilerlemeler, işlemek istediğiniz malzeme, kurulum rijitliği gibi farklı etkenlere bağlıdır. Ek olarak bu frezeler için en uygun hız ve ilerlemeleri belirlemede yardımcı olacağını düşündüğümüz bazı yönergeler şunlardır:
- Kesme hızını, işleyeceğiniz malzemeye göre belirleyin. Örneğin, alüminyum için önerilen kesme hızı 200~300 SFM aralığındadır.
- İş mili hızı belirlerken ”RPM = (kesme hızı x 4) / takım çapı” formülünü kullanın.
- İlerleme hızı belirlerken, kesme derinliği ve takım genişliğine göre hesaplanmalıdır. Örneğin; 6 mm yuvarlak uçlu parmak freze ile 1,25mm kesme derinliğinde, ilerleme hızı yaklaşık olarak 10 IPM olmalıdır.
- İlerleme hızı ayarını kurulum rijitliğine göre yapmanız gerekir. Daha rijit bir kurulum, daha yüksek ilerleme hızlarını mümkün kılmaktadır. Ayrıca daha düşük bir rijitlikte oluşması, titreşimi engellemek için düşük ilerleme hızları tercih etmeniz gerekmektedir.
- Asıl malzemeye geçmeden önce, hız ve ilerlemeleri değersiz, hurda bir malzeme üzerinde deneyin. Bu, hız ve ilerlemelerin kurulum ve malzemenize uygun olup olmadığını anlamanıza yardımcı olacaktır.
İlgili Yazılar

CNC İşlemenin Üreticilere Sunduğu Avantajlar Nelerdir?
Bu Yazıyı Dinleyebilirsiniz. CNC işleme, birinci sınıf

Sıcaklığın CNC İşleme Performansı Üzerindeki Etkileri Nelerdir?
Bu Yazıyı Dinleyebilirsiniz. Bilgisayarlı sayısal kontrol anlamına

CNC İşleme İçin Doğru Yüzey Pürüzlülüğünü Seçme
Bu Yazıyı Dinleyebilirsiniz. CNC İşleme İçin Doğru