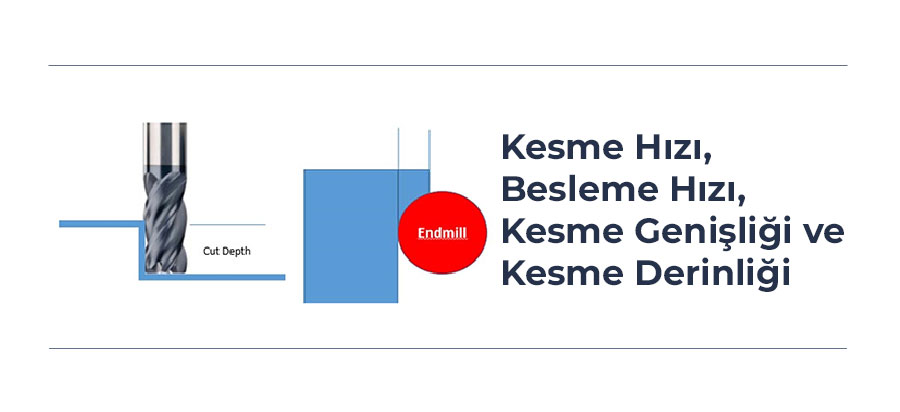
Kesme Hızı, Besleme Hızı, Kesme Genişliği ve Kesme Derinliği Nedir?
Bu Yazıyı Dinleyebilirsiniz.
Herhangi bir özelliğe göre G kodunu oluşturmak için öncelikle CAD yazılımının bu dört parametreyi bilmesi gerekir. Çoğu CNC operatörü, kesme ve besleme hızlarını hesaplamak için bilimi kullanır.
Ne yazık ki çoğu CNC operatörü uygun kesme derinliği ve kesme genişliğini hesaplamanın bilimsel bir yolunu bilmez. Bu iki parametre için yapılacak seçim, kesme ve besleme hızı üzerinde sınırlayıcı etkiye sahiptir. Bu durum aynı zamanda kesme derinliği ve yan adıma bilimsel bir yaklaşım benimseyerek farklı potansiyellere ulaşabileceğiniz anlamına da gelir.
Kesim Derinliğini ve Kesim Genişliğini Tanımlama
Kesim Derinliğini ve Kesim Genişliğini Tanımlama
Kesme derinliği, kesilen olukların gerçekte kesilen kenarının uzunluğunu ifade eder. Bu nedenle, birkaç adımda veya katman katman bir cep işliyorsanız, kesme derinliği cebin toplam derinliğini değil geçerli katmanın kalınlığını ifade eder. Kesme derinliği aynı zamanda eksenel kesme derinliği olarak da adlandırılır. Diğer bir terim olan kesme genişliği aynı zamanda radyal kesme derinliği olarak da adlandırılır. Kesici takıma yukarıdan bakıldığında yapılan kesimin toplam kalınlığını ifade eder ve kesici takım çapının üzerinde olamaz.
Kesme hızı, RPM cinsinden iş mili hızını ifade eder. Besleme hızı ise kesici takımın işlem boyunca ne kadar hızlı hareket ettiğini ifade eden bir terimdir.
Malzeme Kaldırma Oranı: Neyi Optimize Ediyoruz?
Optimizasyonun amacını iyi belirlemek ve bize sunduğu avantaj ve dezavantajları göz önünde bulundurmak elzemdir. Sonuçta, kaba işleme uygulamalarının amacı standart uygulamalardan daha hızlı malzeme kaldırmaktır. Bunu yaparken de yaptığımız optimizasyonun takım ömrünü gereğinden fazla kısaltmayacak şekilde yapmak gereklidir.
Malzeme kaldırma oranı (kısalması MRR) aşağıdaki verilerin bir fonksiyonudur:
- Aletin şekli. En yaygın olanı, çoğu kesici takımın da şekli olan silindirdir.
- Silindirin uzunluğunu belirleyen kesme derinliği.
- Silindirin çevresinin gerçekte ne kadarının kesildiğini belirleyecek olan kesme genişliği.
- İş parçası yüzeyinde hareket ederken silindirin çarpanı olan besleme hızı.
Tipik bir MRR hesaplaması şu şekildedir:
MRR = Eksenel Kesme Derinliği * Radyal Kesme Derinliği * İlerleme Hızı (Besleme Hızı için tüm değerler inç veya inç/dakika olarak)
Bu formül, kesme aletinizin dakika başına çıkardığı malzemenin inç küp biriminden karşılığını verir.
Kaba işleme operasyonlarında iş parçasından malzeme kaldırmak için harcanan işleme süresi genellikle malzeme kaldırma oranı ile belirlenir. Uygulamayı daha kısa sürede bitirmek için daha yüksek malzeme kaldırma oranı elde etmeniz gerekir. Ticari bir atölyede MRR optimize edilerek işletme için büyük farklar yaratılabilir.
Kesme Derinliği veya Kesme Genişliği için tahmine veya güncel olmayan temel kurallara güveniyor musunuz?
Kesme Derinliği veya Kesme Genişliği için tahmine veya güncel olmayan temel kurallara güveniyor musunuz?
Kesme derinliği ve kesme genişliği, ceplerin, desenlerin, yüzeylerin ve kesici takımın yan yüzeyindeki oluklar kullanılarak yapılan kesme uygulamalarında çok önemli değişkenlerdir. Benzer şekilde diğer önemli değişkenler, makine yetenekleri, işlenecek malzeme ve kullanılacak kesici takımın tanımıdır.
Kesme derinliği ve kesme genişliğinin işleme operasyonlarındaki önemine rağmen, çoğu operatör bu değerleri optimize etmeye yardımcı olacak analitik araçlar yerine varsayımlara, temel kurallara ya da geçmiş deneyimlerine güvenirler.
Temel kurallar, kolay açıklanabilen basit olaylarla çağrışım yapmaları için kullanıldıklarında yararlı birer hatırlatıcıdırlar. Ancak, kesim derinliği ve kesim genişliği ile etkileşime giren karmaşık pek çok fenomen nedeni ile temel kurallar işlevini yitirebilir. Daha da kötü bir senaryoda, birbirleri ile çatışabilirler.
Bu yazımızı gördünüz mü? >> Temel Takım Tezgahları Nelerdir?
Temel kurallarınız üretkenliğinizi olumsuz mu etkiliyor?
Kesme Derinliğinin Etkileri (DOC)
Uygulamalarınızda kesme derinliği ve kesme genişliğini değiştirmenin etkilerinden birkaçına aşağıdaki listeden ulaşabilirsiniz:
- Malzeme Kaldırma Oranları: Diğer her şey eşit olduğunda, maksimum derinlik ve genişlik kullanılarak en fazla malzeme kaldırma gerçekleştirilebilir. Ancak, pratikte incelendiğinde, her şey asla eşit olmamakla birlikte bu stratejinin sonuçları genellikle beklenenin çok tersidir.
- Kesicinin talaşları temizleme yeteneği: Daha sığ kesme genişliği kullanılması kesicinin daha fazlasını açığa çıkarmaya ve dolayısı ile talaşların temizlenmesine yardımcı olur. Geniş kesme genişliğine sahip dar alanlarda yavaş ilerlemek ve kesme çapına göre çok derin yuvalar kullanmak talaş temizlemeyi zorlaştırır. Bu gibi durumlar talaşların yeniden kesilmesine ve takım ömrünün ciddi anlamda kısalmasına neden olur. En kötü senaryolardan biri hiç şüphesiz kesici takımın çabucak kırılmasıdır.
- Isı: Uygun ilerleme ve kesme hızı kullanıldığında ısının çoğu talaşla birlikte uzaklaştırılabilir. Ancak kesici üzerinde ısı birikebileceği göz önünde bulundurulmalıdır. Aksi takdirde kontrol edilmeyen ısı birikmeleri kesici takımın hızlıca deforme olmasına neden olabilir. Kesici takımın kesimi gerçekleştirdiği süre, ısının artış gösterdiği zamandır. Kesim dışında kalan süreler soğuma süresidir ve kesici takım hem hava hem de soğutma sıvısına maruz kalır. Bu aşamada kesme ve sürtünme gerçekleşmez. MRR ile soğutma döngüleri arasındaki etkileşimler, takım yolu ilerleme hızı ile kesme hızının hesaplanmasında büyük bir role sahiptir. Bu önemli rol, HSM takım yollarının sunduğu yüksek üretkenliğin nedenlerinden biridir.
- Güç Gereksinimleri: Yüksek malzeme kaldırma oranı beraberinde iş mili gücü gereksinimini getirir.
- Takım Sapması: Kesim için uygulanan iş mili gücü ne kadar yüksek olursa, kesme kuvvetleri ve takımın sapma eğilimi de o derece yükselir.
- Aşınma: Kaldırılan malzeme ölçütünde aşınmayı kesici yüzey uzunluğuna yaymak takım ömrünü uzatmaya yardımcı olacaktır. Ancak bu durum aşınmayı daha fazla hızlandırabilen takım sapması olasılığını da artırabilir. Daha fazla yüzey uzunluğu kullanmak, daha fazla kesme derinliğinin yanı sıra daha zor talaş temizleme ve daha fazla ısı üretimi gibi diğer durumlarla karşılaşılacağı anlamına gelir.
Aslında yukarıda bahsettiğimize benzer daha pek çok faktör bulunur ve bu faktörlerin hepsi birbiri ile ilişkilidir. Yüksek hızlı işleme gibi operasyonlar, bu ilişkileri daha karmaşık ve öngörülemez hale getirebilir. En uygun kesme genişliği ve kesme derinliğini belirlemek, bu gibi ilişkili faktörleri optimize etmenin en iyi yoludur.
Belirli bir süre yapılacak uygulama özelinde sistematik deneyler yapılması da mümkündür. Ancak uygulama esnasında o kadar çok değişken bulunur ki, makine, işlenecek malzeme ve takımın herhangi bir kombinasyonu daha önce yapılan deneylerin yerine yenilerinin yapılmasını gerektirir. Geniş bir kesme derinliği ve kesme genişliği kalıbı oluşturulmalı ve ilerleme hızı ve kesme hızı bu kalıp çerçevesinde birlikte hesaplanmalıdır. Pratikte tüm bunları yapmak için zaman bulmak güçtür. Bu nedenle geçmiş deneyimlerden faydalanılır ve bu deneyimler günümüzün en uygun çözümüne yakın dahi olmayabilir.
G-Wizard gibi bir hesap makinesi yazılımına sahip olunmadığı durumlarda GW Calculator, kesme derinliği ve kesme genişliğini optimize etmek için birden çok araca sahiptir. Bilye uçlu parmak frezeler kullanılarak 3D desen oluşturmak için de Scallop Heights ile hesaplama yapılabildiğinden, aslında GW Calculator üç ayrı araca sahiptir. Ancak genellikle ikisine odaklanılır.
Kesme Derinliği ve Kesme Genişliği, Kesme Hızını ve Besleme Hızını Nasıl Etkiler?
Kesme Derinliği ve Kesme Genişliği, Kesme Hızını ve Besleme Hızını Nasıl Etkiler?
Her kesici takım, malzemeden kaldırdığı talaşları temizleyebilmelidir. Aksi halde bu talaşlar tekrar tekrar kesilir. Bu anlamda parmak frezenin yeni malzeme kesmesini de engellerler.
Ancak işlenen malzeme türüne bağlı olarak talaşların yeniden kesilmesi, farklı şekillerde daha kötü sonuçlar da doğurabilir:
- Talaşları yeniden kesmek, malzeme duvarlarını ve zeminini çizerek yüzey kaplamasının bozulmasına neden olabilir. Bu durum, özellikle daha çok çalışan malzemeler için geçerlidir.
- Çalışırken hızla sertleşen talaşlar, kesici takımın bir anda körelmesine neden olabilir. Takım yoluna bir avuç sertleştirilmiş talaş atılamaz ancak temizlenemediği durumlarda yaşanan aynen bu durumdur.
- Kesim alanında biriken talaş miktarı arttıkça, yeni talaşların kesim alanından uzaklaştırılması da giderek zorlaşır. Kesme sıvısının hedeflenen alana ulaşması da biriken talaşlar tarafından engellenebilir.
Buraya kadar bahsettiğimiz olaylar kötü olsa da, daha kötüleri ile de karşılaşmak mümkündür. Yeterince talaş üretilen ve kesicinin, duvarları talaşların tahliyesini engelleyen bir delik ya da yuvayı işlediği durumlarda o kadar çok talaş üretilir ki bu talaşlar kesici dişleri arasına sıkışarak kısa süre sonra kırılmalara neden olur.
Kesme derinliği ya da kesme genişliği azaltılarak talaşların çıkması ve soğutma sıvısının girmesi için daha fazla boşluk yaratılabilir. Artan kesme derinliği veya kesme genişliği, daha iyi bir talaş temizliği gerektirebilir. Bu, şu anlamlara da gelir:
- Kesme alanındaki talaşları daha iyi temizlemek için kesme sıvısı nozülünü doğru alana yönlendirmek,
- Soğutucu basıncınızı artırmak veya sprey kullanıyorsanız hava basıncını artırmak
- Sprey türü soğutmadan soğutma sıvısına geçmek
İlgili Yazılar

Testere Bıçaklarından Daha Fazla Verim Alın
Atölyeler birçok açıdan farklılık gösterse ve hiçbiri birebir aynı

Teknik İpucu: Hidrolik Pensler İçin Hızlı Rehber
Hidrolik Pensler (Hydraulic Chucks) hassas talaşlı imalatta yüksek doğruluk
Takım Tutucunun Anatomisi: Başarılı Bir Takım Bağlama İçin Bilmeniz Gereken Her Şey
Metal işleme sektörü daha yüksek devirler, daha zor işlenen