
Makine Kılavuzlarının 6 Önemli Özelliği
Bu Yazıyı Dinleyebilirsiniz
Bir Bakışta Diş Açma Kılavuzların 6 Önemli Özelliği
İş parçasına bir vidanın girebileceği şekilde diş açmak için uygun bir kılavuz seçilmelidir. Bu makalede diş açma kılavuzlarının karakteristik yapılarını ve doğru kılavuz seçiminin etkilerini öğrenebilirsiniz.
Ele alacağımız altı özellik şöyle sıralanıyor:
- Diş yapısı
- Kafa şekli
- Kesim noktası
- Diş profili
- Kanal yapısı
- Sap yapısı
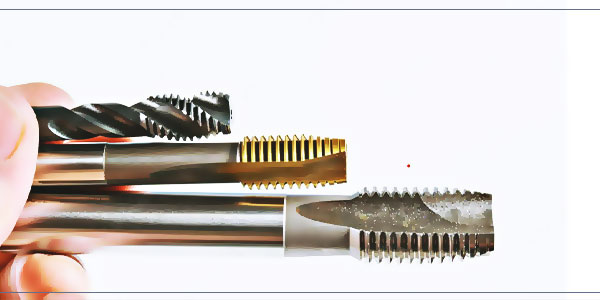
Parçaların bir araya gelerek bir bütünü oluşturması, işleyen bir makine halini alması için bağlantı elemanları ya da vidaların kullanılması en yaygın uygulamalar arasındadır. Bir iş parçasına bir vidanın girebilmesini ve kullanılabilmesini sağlamak için ise en pratik çözüm kılavuz ile diş çekmektir. Kılavuzlar makineye ihtiyaç duymadan pratik şekilde elle kullanılabilir tipte veya hassas işleme ve çok sayıda deliği aynı standartta işlemek için makine tipi olabilirler. Kılavuz takım çeliğinden üretilebildiği gibi HSS kılavuz da imalatta geniş kullanım alanına sahiptir.
Erkek kılavuzlar temelde el kılavuzları ve makine kılavuzları olarak ikiye ayrılır.
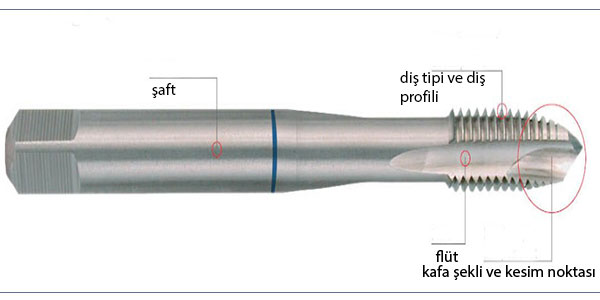
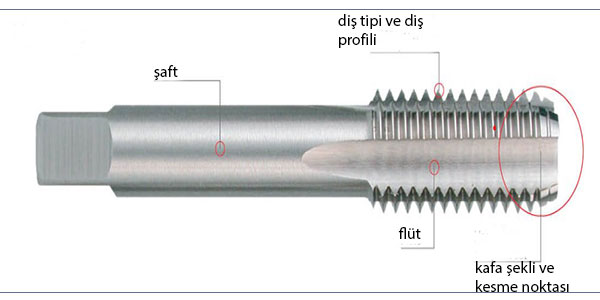
Elle kullanılan kılavuzlar: Sap, vida tipi ve vida profili, kanal veya oluk, kafa tipi ve kesim noktası (Şekil üzerindeki kelimeler)
El kılavuzları; Tek kesim el kılavuzları, kılavuz ve final kılavuzundan oluşan 2 parça el kılavuzu seti, kılavuz, ikinci kademe ve final kılavuzdan oluşan 3 parça kılavuz seti olarak üçe ayrılır. Adından da anlaşılacağı üzere bu kılavuzlarda dişler el gücüyle açılır. Bu amaç doğrultusunda örneğin, el kılavuzunu sabitlemek ve kullanabilmek için kılavuz kolu kullanılır.
Tek kesim kılavuzu ile bir işleme sürecinde tek bir dahili delik açması mümkündür. Çok parçalı kılavuz setleri ise her bir diş açma işleminde daha az güç uygulanmasını sağlayarak, kırılma riskini azaltma avantajına sahiptir. Ayrıca çoklu kılavuz kullanımı kılavuzun eğri çekildiği durumlarda sonraki kılavuz çekme sırasında düzeltme imkanı sunar.
Makine kılavuzları: Sap, vida tipi ve vida profili, kanal veya oluk, kafa tipi ve kesim noktası (Şekil üzerindeki kelimeler)
Makine kılavuzları temelde kesimi tek seferde yapan kılavuzlardır ve vida dişi açma işlemini tek iş sürecinde tamamlarlar. Kılavuzun matkap kısmı, takım tezgahına sabitlenmiş iş parçasına dikey olarak hizalandıktan sonra, vida dişlerinin düzgün açılabilmesi kolaylaşır.
| SÜREÇTEKİ İŞ KONUSU | EL KILAVUZU | MAKİNE KILAVUZU |
| Tek kesim el kılavuzları (Tek işleme) |
√ | √ |
| İki parçalı el kılavuzu seti (İki işleme) |
√ | X |
| Üç parçalı el kılavuzu seti (Üç işleme) |
√ | X |
Hangi dahili kılavuzun seçileceği öncelikle yapılacak uygulamayla ilgili faktörler, zaman ve miktarla alakalıdır. Örneğin seri üretimde olduğu gibi kılavuz yardımıyla hızlıca ve çok yüksek adette vida dişi açmak istendiğinde makine kılavuzu kullanmak fark yaratır.
Makine Kılavuzlarının Özellikleri
Sağa ve Sola Doğru Vida Dişi Açmak
Vida ve karşısında yer alacağı parçanın hangi yöne doğru hareket ettikleri de mutlaka not edilmelidir. Sağ ve sol olmak üzere iki kılavuz ile diş açma yönü vardır. Bir vida ya da karşısındaki parça kılavuzun diş yivlerini açtığı şekilde aynı yönde vidalanabilmelidir. Vidalar çoğunlukla saat yönünde çevirilerek sıkıştırılır ve bu nedenle birçok kılavuz sağ taraftan üretilir.
Eğer vida baskı nedeniyle gevşiyorsa sol taraftan diş açan kılavuzlar kullanılır. Bu duruma taşlama tekerlerinin bağlantı elemanlarında ve dairesel testerelerin bıçak bağlantısı, güvenlik özelliklerinin bir parçası olarak gaz silindirlerinin hortum bağlantıları ya da bir bisikletin sol pedalı örnek verilebilir. Bu durumlarda, sol taraftan diş açan kılavuzlar vasıtasıyla saat yönünün tersine vida dişi kesilir.
Diş açma kılavuzları hakkında temel bilgilerden sonra şimdi de altı özelliği ele alalım.
1 – Diş Yapısı
Dişler ilgili ISO standartlarına uygun olarak şekillendirilir ve standardize edilir. Maça, hatve, diş açısı, diş profili ve dış çap gibi ilişkin kavramlarla vidaları oluşturulan unsurlar tamamlanır.
Aşağıdaki tabloda diş yapısı hakkında en kapsayıcı standartları taşıyan özelliklere ilişkin kısa bir genel bakışı göreceksiniz:
| DİŞ TİPİ | EL KILAVUZLARI | MAKİNE KILAVUZLARI | UYGULAMA |
| M= Metrik, DIN ISO 13 | √ | √ | Standard dişlerdir. Çoğunlukla Avrupa’da kullanılır. Vida dişlerinin genelinde yaygın olarak yararlanılır. |
| MF= İnce Metrik, DIN ISO 13 | √ | √ | Ayar vidaları, ağırlıklı olarak Avrupa’da kullanılır. M7ye göre daha derin ve dar diş profili bulunur. Önemli ölçüde daha fazla çekme kuvveti aktarabilir. |
| Ww (BSW)= BS 84’e göre İngiliz Standartına uygun vitvort vida | √ | X | Boru bağlantılarında kullanılır. Genel olarak İngiltere’de geçerlidir. Vida dişleri inç üzerinden belirtilir. |
| UNC = Amerikan UNC kalın diş ANSI / ASME B 1.1 | √ | √ | Bilgisayar Parçaları, Avrupa’daki M’in Amerika’daki karşılığı,Çoğunlukla Kuzey Amerika’da kullanılır. Vida dişi inç ile ifade edilir. |
| UNF = American UNF fine thread ANSI / ASME B 1.1 | √ | √ | Avrupa MF’nin Amerika’DAKİ muadilidir. Kuzey Amerika’da başlıca kullanılan bu diş tipi için inç ölçüsü kullanılır. |
| PG = DIN 40 430 çelik boru dişi | X | √ | Eskiden elektrik tesisatlarında kullanılan PG, yerini M’e bıraktı. |
Kılavuzlarda Kafa Şekli
2 – Kafa Şekli
Kafa, yassı veya sivri olabilir. Hangisinin kullanılacağı açılacak diş kanalının iş parçasıda açık olacağı ya da kör delik olarak işleneceği durumlar ile ilgilidir. Açık bir delik, iş parçasından tamamıyla ilerler.
Kör delik ise iş parçası dahilinde belirli bir delme derinliğinde sona erer ve istenilen noktadan sonra ilerlemez. Bu durumda diş açılırken kaldırılan talaşların delikten yukarıya doğru taşınmasına uygun yapıda kılavuz kullanılmalıdır. Sol taraftan kullanılan makine kılavuzlarında karşımıza çıkan bir durumdur ve diş kanalları açılırken kırılan talaşlar kesim yönünün tersine itilir.
Sivri uçlu bir kafa ile kör bir deliğe tam olarak delik açmak mümkün değildir. Bu nedenle kör deliğin dibine kadar ulaşan düz başlı uçlu kılavuzlar kullanılmalıdır. Öte yandan, düz başlı uçlu kılavuzlar kör deliklerin yanı sıra açık deliklerde kullanılabilir.
Açık delikler için neden bir makine kılavuzuna ihtiyaç olduğu sorusu üzerinde duracak olursak şöyle açıklanabilir. Açık delikler için olan kılavuzlar, kılavuzun ucunun deliğin sonunda dışarı çıkabilmesi için kılavuz dişlerinde daha çok kesici yüzeye sahiptirler. Böylelikle kılavuz, kılavuzun ucundaki kesici kenarların eksikliğine rağmen iş parçasını bütünüyle delebilecektir.
Bir kör delikte, kılavuzun kafası deliğin sonuna çarpacak ve kılavuz deliği tamamıyla işleyemeyecektir.
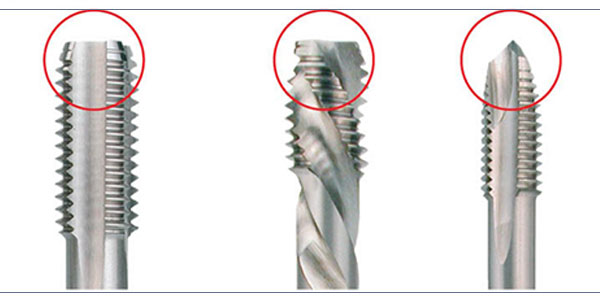
3 – Kesim Noktası
Kesim noktası kılavuz dişlerinin başında bulunur ve kesim noktasının üzerinde birçok diş yer alır. Dişler kılavuzun üzerine binen tork yükünde etkili olur ve diğer yandan kılavuzun kullanım ömrünü de etkiler. Ayrıca kılavuz dişleri kılavuz çekme ve puntalama karakterine etki eder. Kılavuz dişi sayısı ne kadar fazlaysa kılavuz çekme sırasında daha az güç uygulamaya ihtiyaç duyulur.
Manuel kılavuzlarda veya makine kılavuzlarında kesim noktası kademeli diş yapısına sahip olabilir. Kademeli dişler talaş kırmakta kullanılır ve bu kılavuzlar işlenen deliğin sonundan daha rahat çıkmayı sağlar.
Düz kafalı standart kılavuzların ucunda 2 veya 3 farklı ebatta kesici diş bulunurken kademeli kılavuzlarda bu sayı 4-5 farklı boyutta kesim noktasına sahip dişe ulaşabilir.

Diş Tipi
4 – Diş Profili
Diş profili olarak tanımlanan aslında vida dişini açan kılavuz dişidir. Elle kullanılan kılavuzlarda bu dişler daha belirgin olarak görülür ve sahip olduğu profil yapıları daha net anlaşılır.
Üç parçalı el kılavuz seti diş açma, ikinci kılavuz ve tamamlayıcı kılavuzdan oluşur. Bu üç kılavuzun diş profilleri birbirinden farklıdır, diş açma ve ikinci kılavuz açılmak istenilen vida dişine son şeklindeki profili verecek yapıda değildir. Sadece tamamlayıcı kılavuz finalde ulaşılmak istenilen şekli kazandırır.
Bu üçlü kılavuz setinde vida dişi çekmek üç iş adımında gerçekleşir. Üç aşamalı set kesmesi zor materyallerden oluşan iş parçaları ya da büyük kılavuz ölçülerine sahip olduğu için elle rahatlıkla açılan alanlarda kullanılır. Tek kesimli kılavuzların aksine diş açmak için daha az güç kullanmak gerekir ve kılavuza uygulanan kuvvet büyük ölçüde azaltılır. Makine kullanımından dolayı makine kılavuzu kullanımında güç faktörünün rolü fazla olmadığı için ek iki adıma ihtiyaç kalmaz ve tek kesimli kılavuzlar kullanılır.
Çaba gerektirmesine karşın üç iş adımında kılavuz seti kullanmak elle kullanılan kılavuzları aşındırıcı etkilerden ve matkabın kırılmasından korur.
Yanal Açılar
Yanal açı ölçüleriyle kılavuzun vida açan dişinin yanı ile karşısındaki diş yanına olan açısı kast edilir. Bu açı ya da diş aralığı hangi kılavuz tipinin kullanılacağının belirlenmesinde belirleyicidir. Avrupa’da en yaygın kullanılan açı ISO metrik dişlerde kullanılan 60 derecelik açıdır.
| YANAL AÇI | EL KILAVUZU | MAKİNE KILAVUZU | VİDA DİŞİ TİPİ |
| 55° | √ | √ | Ww (BSW) |
| 60° | √ | √ | M, MF, UNC, UNF |
| 80° | X | √ | PG |
5 – Kanal Yapısı
Oluklu profil, talaş birikmesini önlemek ve oluşan talaşların tahliyesini sağlamak amacıyla bir kanal sistemi olarak kullanılıyor. Düz ve spiral olmak üzere iki yapıda kanal bulunmaktadır.
Düz kanal doğrudan delik açmakta ufalanan talaş artıklarının delikten direkt atılmasını sağlamak için kullanılır. Kör deliklerde ise spiral kanallı kılavuzları kullanmak talaşların delikten kesim yönünün tersine çıkartılabilmesini sağlamak bakımından daha avantajlıdır.
El kılavuzları genellikle düz kanallıdır. Makine kılavuzlarında ise her iki kanal profili mevcuttur.
Spiral kanallı makine kılavuzları talaş tahliyesini özellikle yüksek hızlarda desteklemektedir.
6 – Sap Yapısı
Dışa taşan sap ve takviyeli sap olmak üzere iki sap çeşidi bulunmaktadır. Taşan sap baştan sona aynı çapa sahiptir ve her zaman açık delik olarak açılan vida kanalının yivlerinin merkez çapından daha küçüktür. Buna karşın takviyeli saplarda sona ilerledikçe çap artar. Takviyeli sap sert ve işlemesi zor iş parçalarında kullanılır. Makine işletimindeki matkapların kullanılmaya başlanmasıyla bu iki durumla da karşılaşıldığı için makine kılavuzlarında iki tip de bulunmaktadır.
Makine kılavuzlarında kullanılan takviyeli saplar kendi kılavuzlarından daha kalın olduklarından derin deliklerin açılmasında kullanılamaz. Bütün kılavuzların sapının sonunda anahtara ya da makine tutucularına sabitlenebilmesi için kare bir mil bulunur.
Makine Kılavuzu
Makine Kılavuzlarındaki Renk Halkaları
Makine kılavuzlarının saplarında takımın hangi materyalden imal edildiğini belirleyebilmek adına renk halkaları kullanılmaktadır. Halka ayrıca takımın hangi malzemelerin işleneceğini tespit etmekte de yardımcı olur. Örneğin mavi halka takımın yüksek hız çeliği (HSS) olduğunu gösterir ve yeşil renk HSS’nin yüzde 5 kobalt içeren çeşidi olan HSSE-Co 5’den imal edildiğini belirtir. Kırmızı halka HSSE-Co 5’ten üretilmiş takımın Titanyum Aluminyum Nitrür (TiAlN) ile kaplandığına işaret eder.
El Kılavuzu
El Kılavuzlarındaki Halkalar
Üçlü kılavuz setlerinde kılavuzların sapı halka ile işaretlenir ve iş adımının ilk kılavuzu olan diş açma kılavuzunda tek halka bulunur. İkinci kılavuzlarda çift halka bulunurken tamamlama kılavuzunda halka olmaz ya da nadir durumlarda üç halka yer alır.
KILAVUZ SEÇERKEN CEVAPLANMASI GEREKEN SORULAR
Doğru kılavuzu seçerken, önce aşağıdaki soruları cevaplamalısınız:
- Ne kadar zamanınız var?
Fazla zaman yoksa, tek kesim kılavuzu kullanılmalı.
- Kaç adet diş açmak isteniyor?
Çok sayıda kılavuz çekilecekse eğer, makine kılavuzu tercih edilmeli.
- Kesme yönü sağdan mı yoksa soldan mı?
Vidaya veya vidalanacak karşıt parçaya bakmak gerekir. Kullanılacak kılavuz da işlem sırasında aynı yönde kesilmeli.
- Açık delik veya kör delik mi işlenecek?
Burada kaç kılavuza ihtiyaç duyulacağına ve talaşın delikten tahliye edilirken hangi yönde çıkarılması gerektiğine karar verilmeli. Kılavuzun hangi delik için uygun olduğu genellikle paketinin üzerinde yazar.
- Hangi malzemeyi keseceksiniz?
Sert malzemeler söz konusu olduğunda, kılavuza daha az kuvvet uygulandığından daha uzun bir nokta kesimi avantajlıdır. Gerekli takım çeliği de uygulamaya bağlıdır. HSSE-Co 5 yüksek hız çeliğinden yapılmış iç kılavuzlarla, örneğin paslanmaz çelik ve bronz kesebilirsiniz.
İlgili Yazılar

Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu

Pimetre Nedir? Pimetre Ne İşe Yarar?
Pimetre, nesnelerin uzunluk, çap, kalınlık ve derinlik gibi ölçülerini

Mikrometre Tamburlarını Anlamak: Cırcırlı, Sürtünmeli ve Düz
Doğru ölçüm; talaşlı imalat, kontrol ve kalite süreçlerinde büyük