Pah Frezesi veya Pah Kırma Takımları
Bu Yazıyı Dinleyebilirsiniz.
Pah frezesi veya Pah kırma takımları, CNC takımları içerisinde önemli bir yere sahiptir. CNC ile işlenmiş parçalarda önemli bir imza olan güzel yivli bir kenarın işlenmesini sağlarlar. Bu makalede, pah frezeleri ve pah kırma takımlarının seçimi ve kullanımında ihtiyaç duyabileceğiniz çeşitli bilgilere yer vermeye çalışacağız.
Dolgu ve Pah nedir? Peki ya Eğim?
Bu üç terim arasındaki farkı görmenin en kolay yolu, aşağıdaki gibi farklı kenar türlerinin bir resmidir:
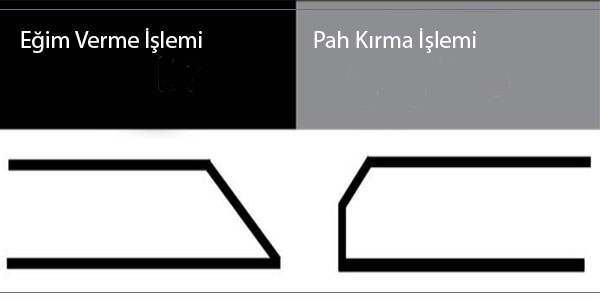
Eğim ve Pah Kırma Arasındaki Farklar Nelerdir?
Dolgu, Pah ve Eğim arasındaki fark nedir?
Farklı kenar işleme türleri şunlardır:
• Dolgu, parça üzerinde oluşturulan radyal bir kenardır. İşleme profili bir yaya benzer.
• Pah, parça kenarına açılı olarak bir düzlük oluşturulmasıdır. Açı genellikle 45 derecelik bir pah oluşturur.
• Eğim, parça kenarının düz bir açıda olduğu ve dikey bir duvar oluşturmadığında oluşur. Kulağa kolay gelse de terminoloji önemlidir.
Bu makalemizi okudunuz mu? >> CNC İşleme Teknolojisinin İnce Duvarlı Parçalar İçin İyileştirme Yöntemi
Pahların Amacı Nedir?
Kenarlarda pah oluşturmanın en yaygın nedeni, kenarların keskin olmadığından emin olmaktır. İşleme süreçleri sonunda parça kenarında parmak ve eti kesebilecek keskin kenarlar kalabilir.
İşleme sürecinden geriye çok keskin bir kenar kalmasa dahi, bu bölgede kalan çapaklar olabilir. Pah kırma, çapakları gidermenin yanı sıra diğer çapak alma yöntemlerine olan gereksinimi de ortadan kaldırır.
İşlenmesi bitmiş parçalarda keskin kenar ve çapakların varlığı genellikle kabul edilemez. Pah frezeleri, çapak alma işlemlerinde başvurulan önemli araçlar olabilir. Tüm kenarların kırılması gerektiğinde, kenarlar bir pah frezesi ile pahlanabilir.
Pah frezelerinin bir başka kullanım alanı, cıvata başlarının yüzey üzerindeki bir girintiye oturarak düz olmalarını sağlamaktır.
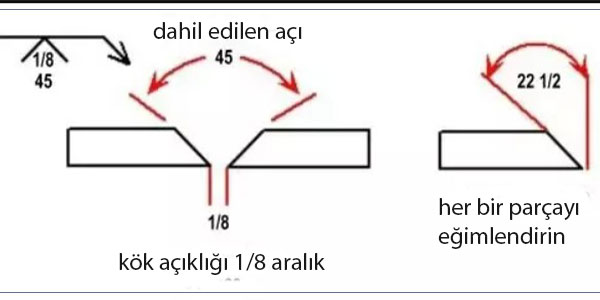
Pah ayrıca estetik açıdan da iyi sonuçlar verirken kenarı hasar ve deforme edici etkilere karşı daha az hassas hale getirir. İki parçanın birbirine kaynak yapılacağı durumlarda, iki parçanın da kaynak yapılacak bağlantı kenarları boyunca bir pah işlenmesi süreci destekleyecektir.
Eğim Verme İşlemi Nedir?
Pah Yerine Ne Zaman Dolgu Seçilmelidir?
Dolgu kenarların işlenmesi daha maliyetli olabilir. Daha fazla malzeme kaldırılması gerekebilir ve dolgu kenarları kesmede kullanılan köşe yuvarlatma uçları daha çok vibrasyona maruz kalır. Bu nedenle ilerleme ve hız parametreleri daha düşük tutulmalıdır.
Öyleyse neden bir Pah yerine bir Dolgu kenar işlemeyi seçesiniz?
Bu seçimin en büyük nedeni kuşkusuz stres dağılımıdır. Pahlar, stresi dağıtmak için dolgu kenarlara göre çok az işleve sahipken, dolgu kenar oluşturmak için işlenen yay profili stres dağılımı için idealdir. Ayrıca, boya ve benzeri koruyucu kaplamaların uygulanması gerekiyorsa, kalınlık bir dolgu üzerinde daha homojen olacaktır.
Son bir ipucu; parçaların birbirine daha uygun olması gerektiğinde, pahlar dolgulara göre daha uygun olacaktır.
Pah Kırma Aletleri, Pah Frezeleri, Kesiciler ve Freze Uçları
Online mağazalarda pah işleme için kullanılan takımlar, uçlar ve kesiciler arıyorsanız, pah kırma takımları, pah takımları, pah frezeleri, pah kesiciler, pah uçları veya pah freze uçları gibi farklı adlara bulabilirsiniz. Biz tümünü bir parmak freze türü oldukları için yalnızca “pah frezeleri” olarak adlandıracağız.
Tipik pah frezelerinin görünümü şu şekildedir:
Pah Frezeleri Birden Çok Kullanıma Sahip Olabilir
Bir pah frezesi, ana işlevi olan pah oluşturmaya ilave olarak, eğim verme, çapak alma, havşa açma, gravür ve puntalama dahil olmak üzere çoklu işleme operasyonlarında tercih edilebilir.
Bir takımdan birden fazla kullanım alanında yararlanmak, takım değişimlerini azaltmada ve zaman kazanmada yardımcıdır.
Pah kırma için Pahlı Delikler ve Punta Matkapları
Çoğu delikte özellikle de dişli deliklerinde, çapakların temizlenmesi ve dişler için temiz bir başlangıç oluşturmak adına bir pah işlenir. Bu işlem için geleneksel pah frezesi yerine punta matkabı kullanılabilir. Bu sayede aynı alet kullanılarak hem delik işaretlenir hem de pah kırma işlemi gerçekleştirilir.
İpucu: Bir deliği işaretleme ve pah kırma işlemlerinde aynı alet kullanılacaksa, pah kırma aletinin sahip olduğu açının matkap açısından daha büyük olduğundan emin olunmalıdır.
İstenen pah ve delik çapı belirlendikten sonra bir hesap makinesi ile nokta derinliğinin bulunması kolaylaşacaktır.
Pah Derinlik Hesaplayıcı
G-Wizard ilerleme ve hız hesaplayıcısı, pah derinliğini belirlemekte de kolaylık sağlayan özel bir geometri hesaplayıcıya sahiptir.
Aynı hesaplayıcı bağlantı elemanları için açılması gereken havşa ölçüsünü de hesaplayan kullanışlı bir veri tabanına da sahiptir:

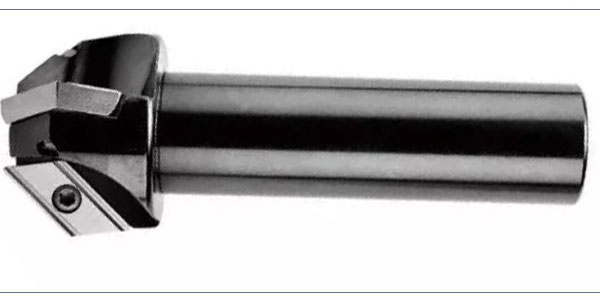
Pah Kırma Makinesi
Çapak alma işleminde kullanılan pah kırma aleti
Bir pah frezesi de çapak alma için harika sonuçlar verebilir. Çapak almanın birçok farklı yolu vardır ancak bir pah frezesi süreci otomatikleştirebildiği için en verimli olanlardan biridir. Manuel çapak almanın uzun zaman alması CNC makinelerinde çapak alma aletlerinin kullanımını popüler hale getiren ana etkendir.
Çapak alma işlemlerinde kullanıldığında, pah kırma aletinin tüm kenarları sürece dâhil olur. İşleme sırasında çok hafif bir kesme derinliğinin yeterli oluşu, çapak alma takımları ile daha yüksek ilerleme hızları ve uzun takım ömrü gibi avantajlar sunar.
Delme ve Pah Açma için Kombinasyon Aletleri
Kombinasyon takımlar, aynı takım ile birden fazla işlevi yerine getirebilmeyi ve dolayısı ile zamandan tasarruf etmeyi mümkün kılar. Bu durum, iki farklı işlev için takım değiştirmeyi gereksiz kılar. Bir delikte enterpolasyon ya da delme işlemi planlandığında, aynı takımda pah kırma için bir havşaya sahip bir kombinasyon takım tercih edilebilir.
Tek kanallı parmak freze ve havşa kombinasyonu…
Kombine helezon matkap ve havşa…
Elbette seçilen takım ile delik derinliği gereksinimleri uyumlu olmalıdır. Örneğin, kör bir delik hem havşa açma hem de burgu matkabın birlikte çalışması için yeterli derinliğe sahip olmayabilir.
Değiştirilebilir Pah Frezeleri
Diğer takım kategorilerinde olduğu gibi, yeni bir pah frezesi satın almak yerine daha ucuz kesici uçlara sahip değiştirilebilir bir pah frezesi tercih edilebilir.
Değiştirilebilir Pah Frezeleri
Torna Tezgâhları için Pahlar
Bir kenara pah işlemek, kesilmesi gerekenin sadece profilin bir parçası olması nedeniyle torna tezgâhları için basit bir işlemdir ve özel bir takıma gereksinim duyulmaz. Bu işlem çok yaygındır. Bu nedenle birçok CNC torna tezgâhı, pah kırma ve köşe yuvarlama (dolgu) yapma özelliği ile donatılmıştır.
G-Wizard Editor ile Torna Tezgâhları için Etkileşimli Pah Kırma
G-Wizard Editor yazılımı, bir dizi dış çap kesilirken aynı zamanda kenarların pahlanmasını kolaylaştıran etkileşimli bir programa sahiptir.
Görüleceği üzere grafiğin köşe sütununda köşeye dolgu kenar, pah ya da olduğu gibi bırakma seçenekleri yer alır.
Daha fazla kontrole ihtiyaç duyulduğunda ayrıca etkileşimli pah sihirbazına başvurulabilir:
Pah Besleme ve Hızları
Pah freze beslemeleri ve hızları G-Wizard hesaplayıcı ile kolaylıkla hesaplanabilir.
Adım 1: Makine ve Malzeme Seçimi
Besleme ve hız hesaplaması yapılmadan önce makine ve malzeme seçimi yapılmalıdır.
Adım 2: Doğru Araç Seçimi
Pah frezeler, parmak frezelerin bir alt türü olduğundan öncelikle araç seçiciye tıklandıktan sonra öncelikle parmak freze seçilmeli ardından malzeme, kaplama ve oluklar ayarlanmalı, sonunda da uç şekli menüsünden “Pah/Havşa” öğesi seçilmelidir.
Adım 3: Kesim Derinliği ve Genişliğini bulmak için Pah Derinliği Hesaplayıcıyı veya Bağlantı Elemanı Veri tabanının kullanımı
6mm düz başlı vida üzerinde pah kırılacağı bir durumda bağlantı elemanı veri tabanı, 4mm havşa derinliği, 7mm pah çapı ve 82 derece açılı havşaya ihtiyaç duyulduğunu gösterir:
4. Adım: Beslemelerin ve Hızların Okunması
Bu bilgiler ışığında, G-Wizard besleme ve hız parametrelerini gösterir:
İlgili Yazılar

Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu

Pimetre Nedir? Pimetre Ne İşe Yarar?
Pimetre, nesnelerin uzunluk, çap, kalınlık ve derinlik gibi ölçülerini

Mikrometre Tamburlarını Anlamak: Cırcırlı, Sürtünmeli ve Düz
Doğru ölçüm; talaşlı imalat, kontrol ve kalite süreçlerinde büyük