
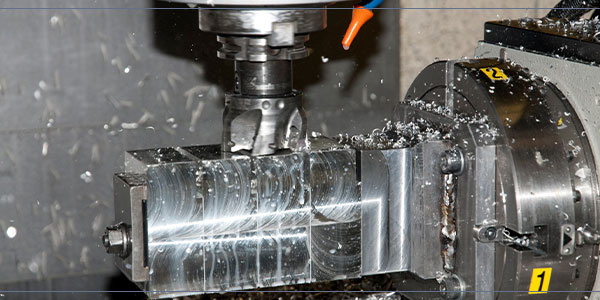
Kesici Takımlarda Aşırı Isınma
Kesici takımlarda ısınma konusunu sektörde sıklıkla karşılaşılan problemler arasındadır. Metal işlemede ve şekillendirmede kesici bir alet kullanırken kaçınılmaz bir durum olan ısınma gerçekleşmektedir. İlk kez duman görüp yan taraftaki alarm çaldığında nasıl tepki vermelisiniz? Çok sıcak olduğunu ne zaman ve nasıl anlarsınız? Buna karşı neler yapabilirsiniz?
Aşırı Isınmanın Belirtileri
CNC kesici takımın aşırı ısındığını nasıl anlarsınız? Gerçek şu ki, kıvılcım veya duman beklerseniz, kesici veya iş parçasına gereksiz zarar vermiş olabilirsiniz. Aşırı sıcaklığa maruz kalma süresi bile alet malzemesini yumuşatmaya ve kesici kenara zarar vermeye yeterlidir.
Genellikle takım hasarı meydana gelmeden önce aşırı ısınmanın belirtilerini uzun süre görebilirsiniz (veya duyabilirsiniz). Soğutucunun buharlaşması, takımın kararması veya renk değiştirmesi vb. takımın ısındığına dair işaret olabilir. Bu işaretlerden herhangi biri ortaya çıkarsa ve bunu beklemiyorsanız, durup işleme stratejinizi tekrar düşünme zamanı gelmiştir.
Kesici Takımlarda Aşırı Isınma
Soğutma ve Talaş Tahliyesi
Sıvı soğutucu sadece CNC işleme sürecini soğutmakla sınırlı değildir. Aynı zamanda kesici aletten atık malzemeyi kaydırarak ve yağlayarak tahliyesini sağlar. Bu, takımın eski malzemeyi tekrar kesmemesini ve gereğinden fazla çalışmamasını sağlar. Atık malzemeler veya talaşlar da sıcaktır! İş parçasından metalin küçük parçalarını bükme, kesme ve şekillendirme işlemi, bu parçaları da ısıtma etkisine sahiptir. Kesici aletin, sıcak metal parçalarından oluşan bir battaniye içinde olmasını istemezsiniz. Bu nedenle, talaşları hızla uzaklaştırarak işlemden ısı da uzaklaştırılmıştır.
Sıvı soğutucunun her zaman gerekli olmadığı durumlar vardır, basınçlı hava da duruma göre iş görmektedir. Bu, sıvı soğutucu kadar etkili bir şekilde takımı soğutmamaktadır. Ancak talaş temizliğinde daha iyi bir iş çıkarır.
Sıvı soğutucu kullanıyor olsanız da basınçlı hava kullanıyor olsanız da işte dikkate almanız gereken temel hususlar şu şekildedir;
- Parça keserken her zaman daha fazla veya sürekli bir soğutucuya ihtiyaç duyulmamaktadır.
- Titanyum ve bazı çelik gibi düşük termal iletkenliğe sahip malzemeler kesildiğinde soğutucuya ihtiyaç duyulmaktadır.
- Basınçlı hava, tüm talaşları boşaltmak için yeterli güce sahip olmadığında, derin oyukları işlerken sıvı soğutucu önem arz etmektedir.
- Soğutucu jetleri etkili olması için doğrudan takıma yönlendirilmesi gerekmektedir.
- Kesim sırasında tutarlı bir şekilde soğutucu uygulaması, sıcak noktaları ve ani termal şokları önlemek için önemlidir. Takım ısınırken soğutucuyu aniden açmayın! İlk olarak takımın soğumasını bekleyin!

Takım Isınmasında Soğutucu Sıvısı Kullanımı
Takım Seçimi
Talaşları çok küçük veya az olan bir kesme stratejisi, işleme sürecinden çıkarılan ısı miktarını azaltacaktır. Geometri, boyut, kanal sayısı ve kesme uzunluğu bakımından doğru aleti seçmek önemlidir. Bu ısı birikimini azaltmaya yardımcı olmaktadır. Örneğin, 2 kanallı bir parmak freze, alüminyum ve bakır gibi yumuşak, termal olarak iletimi yüksek malzemelerden malzeme çıkarmak için uygundur. Ancak daha az iletken malzemeler tarafından üretilen ısıyı işlemek için daha az kütlesi veya termal kapasitesi vardır.



Diğer önemli faktörler arasında takım aşınması ve kaplama yer almaktadır. Aşınmış veya hasar görmüş bir takım kesmede daha az etkili olacaktır. Ayrıca daha yeni bir takıma göre keserken daha fazla ısı üretecektir. Takım kaplamaları genellikle belirli malzemelerle kullanım için optimize edilir. Hangi malzemelerin hangi takımla işlenebilir olduğunu bildiğinizden emin olun. Çelik frezeleme sırasında sürtünmeyi azaltmak ve ısı birikimini azaltmak için tasarlanmış kaplamalar, tipik kesme sıcaklıklarında alüminyum gibi diğer malzemelerle bağlanabilir. Bu nedenle dikkatli seçim yapın!
CNC İşlemede Kesici Takım Isınmasının Önüne Nasıl Geçilir?
İlerleme Hızları
Makine parçasına göre takımın daha hızlı hareket etmesi durumunda daha fazla ısı üretileceği düşünülmesi mantıklıdır. Bu nedenle daha düşük hızlar seçmek daha az ısı üretecektir. Özellikle CNC makinesinin çok ince talaşlar oluşturduğunu fark ederseniz, mil hızı için doğru yoldasınız demektir. RPM’de küçük azalmalar bile ısı üretimini azaltmaktadır ve alet ömrünü uzatmaktadır. Ancak bu durumda malzeme çıkarma oranının düşmesi, işleme süresinin artması gibi maliyetleri göze almanız gerekir.
Talaşlı İmalat ve Ürün Çeşitlerimiz Hakkında Detaylı Bilgi için Bizimle İletişime Geçin!
Takım Yolu
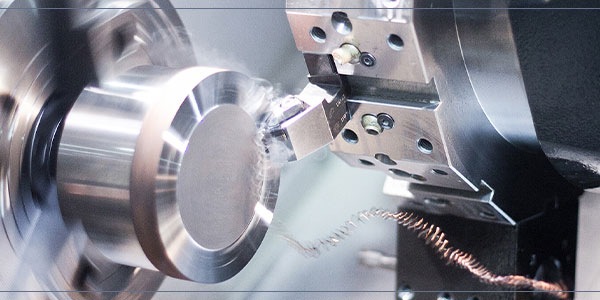
CNC tornalama işlemi, talaş boyutu, malzeme çıkarma hızları ve takım üzerindeki ısınma açısından istikrarlı ve tahmin edilebilir sonuçlar üretme eğilimindedir. Basit olmayan takım yolları hariç tutulursa, frezeleme sırasında malzeme çıkarma oranları bu kadar tutarlı değildir. Geleneksel frezelemede kullanılan takım yolları, bir aletin tam ucunu sabit bir ilerleme hızıyla kullanır. Bu durum dengesiz takım aşınmasına ve takımın etkin kısmında çok fazla termal stresse neden olur.

CNC Tornalamada Takım Isınması Çözümleri Nelerdir?
Dinamik frezeleme, bu durumu azaltmak için kullanılan bir işleme stratejisidir. Yüksek Verimli Frezeleme de başka bir yöntemdir. Bu yöntemde, iş yapılan ve sonuçta oluşan ısıyı daha geniş bir yüzey alanı üzerinde sürdürmek için eksenel kesim kenarının daha fazlası kullanılmaktadır. Bu stratejilerin her ikisi de her kanalın malzeme ile temas süresini azaltmaktadır. Bu sayede alete iletilen ısı miktarını azaltır. Ancak dikkat! Her iki strateji için de talaş kalınlığını ve yüksekliğini korumak için ilerleme hızını artırmanız gerekebilir.
İlgili Yazılar

CNC İşlemenin Mantığı, Süreçleri ve Uygulama Alanları
CNC işleme, bilgisayar kontrollü takım tezgahları kullanılarak parça üretme
Parmak Freze Kırılması Nasıl Önlenir?
CNC makineleri, üretim tesislerinde çalışanlar parmak freze kırılması konusunun

CNC Operatörü Görev ve Sorumlulukları Nelerdir?
Modern üretim sektörünün temel taşlarından biri olan CNC işleme