
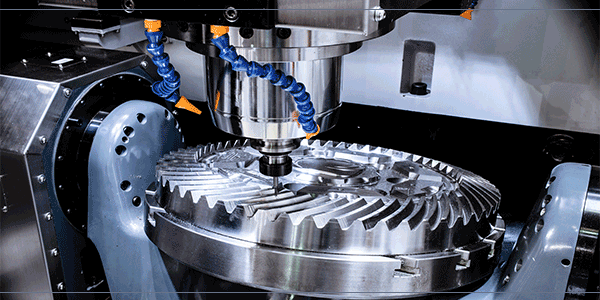
CNC İşleme İçin Yüzey İşlemleri Nelerdir?
Yüzey bitirme işlemleri, CNC ile yürütülen işleme operasyonlarının son adımıdır. Bu aşamada kullanılan farklı yöntemler ile yüzey düzensizlikleri iyileştirilmektedir. Ek olarak parçanın görünümü iyileştirilmektedir. Ayrıca işlevselliğin artırılması için güç ve direnç eklenmektedir. Tercih edilen son işleme tekniği, endüstri standartları, parça gereksinimleri ve işlenen malzeme gibi özel etkenlere bağlıdır.
Yüzey Cilaları nedir?
CNC işleme sırasında parça yüzeyinde takım izleri ya da yüzey kusurları oluşması kaçınılmazdır. CNC işleme için standart yüzey bitirme işlemleri parçanın estetik ve işlevselliğini artırır. Öte yandan pürüzlülüğünü, aşınma direncini ve diğer kozmetik özelliklerini azaltır.
Yaygın yüzey bitirme işlemleri şunlardır:
- İşleme
- Boncuk Patlatma
- Sulu Zımparalama
- Alevle Parlatma
- Buharla Parlatma
Yüzey Bitirme İşlemleri
CNC İşlemede Uygulanan 5 Yaygın Yüzey İşleme Tekniği
Plastik ve benzeri metal dışı bir malzeme işlenirken, yüzey işleme tekniği dikkatlice seçilmelidir. Malzeme ve bileşenin gereksinimlerine, dokusuna ve dayanıklılığına dikkat edilmelidir. Ek olarak daha yumuşak malzemelerle çalışılırken yüksek ısı ya da ağır darbeler içeren yöntemlerden uzak durulması gerekmektedir.
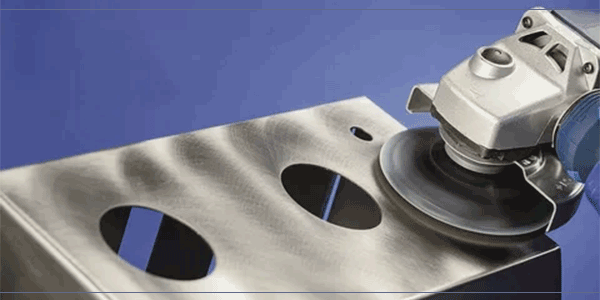
1.İşleme
İşleme sonucu parçaların yüzeyi küçük takım izleri ve ortalama yüzey pürüzlülüğüne sahiptir. Ayrıca işleme sonucunda çoğunlukla belirli bir dokuya ve bitmiş görünüme sahip olurlar. Bir bileşenin ortalama yüzey pürüzlülüğü (Ra), kullanım durumuna bağlı olarak değişiklik gösterebilen işleme kalitesi ile ideal işleme yüzey pürüzlülüğü arasında kalan fark olarak tanımlanır.
İşlenmiş bir yüzeyin birden çok birim arasında tutarlık ve sıkı boyutsal toleranslar sağlaması bariz olan faydalarıdır. Gereksinimleri karşılayan bir makine ile işlenen yüzeyler, estetik görünümün aksine son derece sıkı tolerans ve boyutsal bütünlük gereksinimlerine sahip parçalar için idealdir. Bu yüzey bitirme işleminin en büyük dezavantajı, parçanın son haliyle yüzeyinde görünür takım izlerine sahip olmasıdır.
2.Boncuk Patlatma
Boncuk patlatma, basınçlı bir hava tabancası ile küçük cam parçaların yüzeye patlatıldığı bir tekniktir. Bu işlem ile hafif bir dokunun beraberinde mat ya da saten bir yüzey elde edilir. Ek olarak bu estetik görünümü geliştirmektedir. Bu birincil yüzey bitirme tekniği, fazla malzemeyi kaldırarak işleme izlerini manipüle etmektedir. Ya da tamamen kaldırmak için yüzeyi mekanik olarak değiştirir. Dolayısıyla da pürüzsüz bir yüzey sağlamaktadır.
Boncuk patlatma tekniğinin sunduğu bir avantaj, düzgün ve dokulu bir bitirme yapmasıdır. Ancak tolerans gereksinimleri üzerinde pek de bir etkisi olamaz. Bunun yanı sıra yüzeyin kritik boyutları üzerinde etkileri olmaktadır. Ayrıca sonuçları doğası hem hava basıncı hem de boncukların boyutlarına göre değişiklik gösterir. Bu nedenle elde edilen sonuçlar her zaman aynı olmayacaktır.
İşlenen yüzey plastik bir bileşense, darbeye dayanıklı olduğundan emin olmak gerekmektedir. Darbe dayanımı düşükse, mat bir yüzey elde etmek için enjeksiyon işlemi iyi bir alternatiftir.
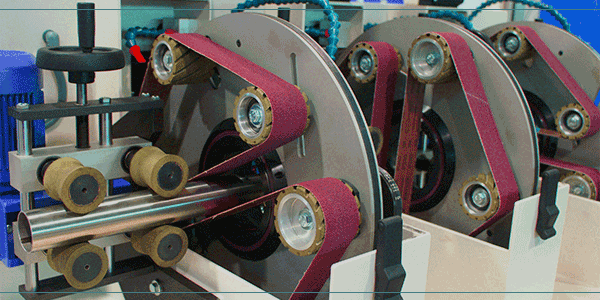
Yüzey İşleme Makineleri
3.Sulu Zımparalama
Sulu zımparalama yöntemi, plastik parçaları boyama ya da şeffaf kaplama işlemine hazırlarken tercih edilebilen bir bitirme işlemidir. İşlem sırasında suya batırılmış ince taneli silisyum karbür zımpara kâğıdı kullanılmaktadır. Ayrıca yüzey dairesel hareketlerle hafifçe zımparalanmaktadır. Daha pürüzsüz bir yüzey elde edilmesi için orta dereceden düşük kaba zımpara kâğıdı tercih edilmesi tavsiye edilmektedir.
Yüzey pürüzsüz bir duruma geldiğinde, parlaklığı artırmak için plastik bir şeffaf kaplama uygulanarak parlatılmaktadır.
4.Ateş Parlatma
Ateşle parlatma, plastik ve cam bileşenlerin tümüne uygun bir yöntem değildir. Ancak sıcağa dayanıklı bir malzemeyse, bu işlem CNC ile işlenmiş parçaları bitirmek için oldukça etkilidir. Operatörler, parçanın yüzey katmanını eritmeleri gerektiğinde açık alev kullanırken, ateşi işlem boyunca belirli bir sıcaklıkta ve açıda tutarlar. Yüzey kısmı erime noktasına eriştiğinde gerilme ve kaymalar görülür. Dolayısıyla da neticede pürüzsüz ve cilalı bir yüzeyle karşılaşılmaktadır.
Bitirme işlemi uygulanan malzemeye de bağlı olarak, ateşle cilalama, bulanık bir yüzeyi net, düzleştirilmiş bir duruma getirir. Alevle parlatma ayrıca, üretim sürecinde oluşan tümsekleri de düzeltmeye yardımcı olmaktadır.
İşlem sırasında açık alev kullanılması aynı zamanda dikkatli uygulama gerektirir. Bu nedenle plastik bileşenlerin üzerinde daha önce deneyimi olmayan personel yerine deneyimli personellerin çalışması daha uygundur.
5.Buharlı Parlatma
Plastik bileşenlerin kimyasal bir buhar kullanılarak parlatılması, mat, opak ya da donuk plastik bileşenlerin berraklaştırılması ve parçanın pürüzsüz ve parlak hale getirilmesi için etkili bir tekniktir. Malzemenin sahip olduğu doğal nitelikler geliştirilirken, kenarlar ve tutarsızlıkların giderilmesi için polisaj diski kullanılmaktadır. Oldukça kusurlu yüzeylerde buharlı parlatma öncesinde zımpara yapılması gerekmektedir.
Birden Fazla Yüzey İşlemi Birleştirilebilir mi?
CNC İşleme Nedir
Yüzey işleme yöntemlerinin farklı özelliklerinden faydalanmak için farklı teknikler birleştirilebilir.
Yüzey Bitirmenin Amacı Nedir?
CNC işleme süreçlerinin bu son aşaması, yüzeylerin pürüzsüz ve estetik bir görünüme kavuşurken parçada oluşan kusurları gidermek, korozyon ve aşınma direncini artırmak ve daha güçlü parçalar elde etmek için gerçekleştirilmektedir.
Yüzey pürüzlülüğü genel olarak parçanın fiziksel yüzeyini tanımlarken, yüzey kalitesi, pürüzsüz ve güçlü bir yüzey oluşturmak için gerçekleştirilen süreci ifade eder. Bazı yöntemler malzeme üzerine malzeme ekleme prensibine dayanmaktadır. Ayrıca bazı yöntemler eksiltici, yüzey üzerinde değişiklik yapmak için ısı ve diğer etkenleri kullanır.
Yüzey bitirme genel olarak bileşen yüzeyinin yerleşimi, pürüzlülüğü ve dalgalılığı gibi üç özelliğe odaklanır.
Bu Yazımızı Okumuş Muydunuz ▶▶▶▶ Plastik Enjeksiyon Kalıplarına Uygulanan En Yaygın Yüzey İşlemleri
Yüzey Bitirme Uygulamadan Önce Parçalar Nasıl Hazırlanır?
Bazı durumlarda bitirme işlemi öncesinde parça yüzeyindeki delik ve kritik alanların maskelenmesi gerekir. Maskeleme, yüzey ya da deliğe kalınlık ekleyen ve parçanın sıkı toleranslarına ya da geçme ve dişli delikleri gibi bileşenlerini koruyacak ek katmanlar oluşturur.
Delikli bileşenlerde maskeleme malzemesi olarak kauçuk ya da maskeleme cilası kullanılmalıdır. Bitirme işlemi sonrası uygun sertleşmenin gerçekleşmesi için yeteri kadar beklendikten sonra bu malzemelerin yüzeyden uzaklaştırılması gerekir.
Bazı yüzey bitirme yöntemleri diğerlerine göre daha karmaşıktır. Örneğin, plastik bileşenlerde ıslak zımpara yöntemi uygulanırken aplikatörün işlem süresi boyunca silinmesi ve sıfırlanması gerekir. Bu durum alev ya da buharla bitirme işleminden daha çok müdahale gerektirdiği anlamına gelir.
Yüzey bitirme yöntemi tercih edilmeden önce, her bir parçanın diğerleri ile olan etkileşimi hesaba katılmalıdır. Ayrıca temas sıklığı ve kuvvet ya da direnç gereksinimlerin de hesaba katılması gerekir. Bu sayede, işleme sonrası bileşenlerin yapısal sağlamlığının korunması için doğru yüzey koruma seviyesinin seçilmesi de daha kolay olacaktır.
İlgili Yazılar

CNC İşlemede Hammadde Kalite Kontrolü ve Muayenesi: Özellikler, Yöntemler ve Standartlar
CNC işlemede hammadde kalite kontrolü,

Kademeli Tornalama vs. Konik Tornalama: Aralarındaki Farklar Nelerdir?
Tornalama, yüzyıllardır imalat sanayisini destekleyen temel bir talaşlı imalat

Cıvata ve Vida Arasındaki Farklar Nelerdir?
Cıvatalar ve vidalar, inşaat, makine