
Kademeli Tornalama vs. Konik Tornalama: Aralarındaki Farklar Nelerdir?
Tornalama, yüzyıllardır imalat sanayisini destekleyen temel bir talaşlı imalat operasyonudur. Günümüzde de gelişmeye devam etmekte ve modern üretimin çekirdek yöntemlerinden biri olmaya devam etmektedir.
Bu yazıda iki farklı tornalama türü ele alınacaktır:
kademeli tornalama (step turning) ve konik tornalama (taper turning). Her iki işlemin çalışma prensibi açıklanacak ve aralarındaki temel farklar incelenecektir
I. Tornalamaya Kısa Bir Giriş
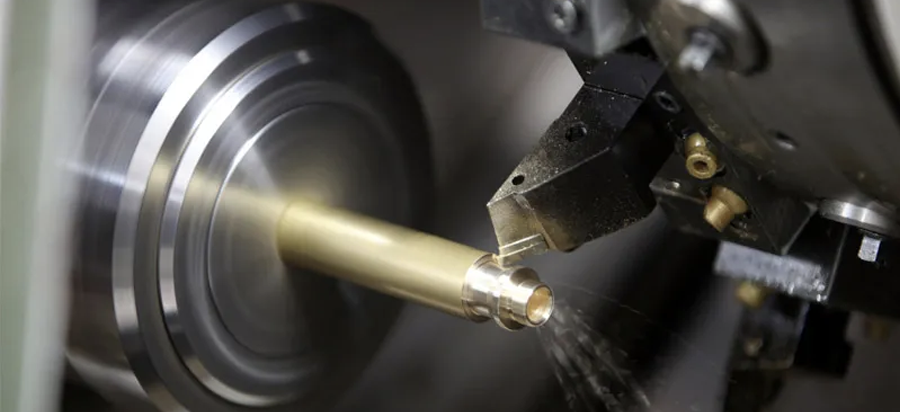
Tornalama, dönen bir iş parçasının yüzeyinden kesici bir takım yardımıyla talaş kaldırılarak şekillendirilmesi işlemidir. Kesici takım, belirli bir ilerleme hareketi ile iş parçasının yüzeyinde hareket ederek istenen geometriyi oluşturur.
Dönme hareketi nedeniyle tornalama çoğunlukla silindirik veya konik yüzeyler üretir. Ancak modern CNC torna tezgâhları daha karmaşık geometrilerin de üretilmesine olanak sağlar.
Tornalama işlemleri genellikle şu tezgâhlarda gerçekleştirilir:
- Üniversal torna
- Taret torna
- CNC torna
- Turn-mill (torna-freze) işleme merkezleri
Kademeli Tornalama vs. Konik Tornalama: Aralarındaki Farklar Nelerdir?
II. Kademeli Tornalama (Step Turning) Nedir?
Kademeli tornalama, karşılaştırma açısından daha temel ve daha basit bir işlemdir.
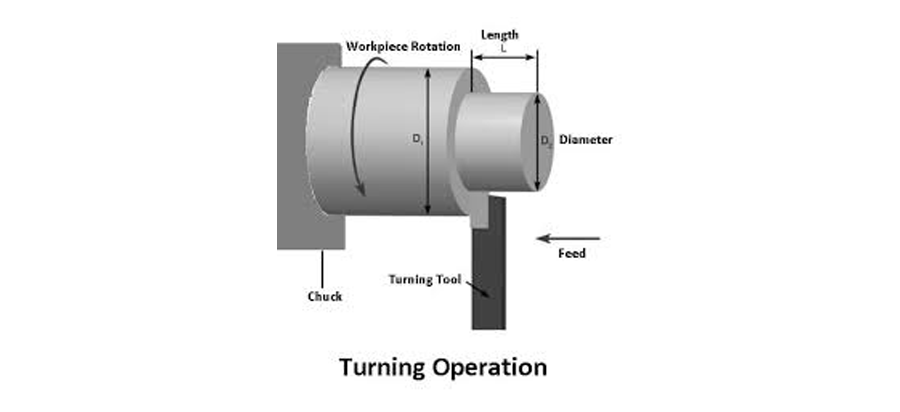
Bu işlemde, dönen silindirik bir iş parçası üzerinde farklı çaplara sahip birden fazla silindirik bölüm oluşturulur. Bu bölümler basamak şeklinde ilerler.
Her kademe sabit bir çapa sahiptir. Bu da kesici takımın ilerleme yönünün iş parçası eksenine paralel olduğu anlamına gelir.
Ortaya çıkan profil merdiven basamaklarına benzediği için “kademeli tornalama” olarak adlandırılır.
Ortaya çıkan şaft üzerinde:
- Rulman oturma yüzeyleri
- Burç yatakları
- Omuz (shoulder) bölgeleri
- Montaj referans yüzeyleri
- Estetik geçişler
gibi çeşitli fonksiyonel bölgeler oluşturulabilir.
III. Kademeli Tornalama Süreci Nasıl Çalışır?
İşlem genellikle şu adımlarla ilerler:
- Hammadde Bağlama
Silindirik malzeme aynaya bağlanır. - Ön Talaş (Roughing)
Tüm uzunluk boyunca homojen bir çap elde edilir. - Kademe İşleme
Her bir bölüm için çap kademeli olarak düşürülür.
Takım eksene paralel ilerler. - Finish Pass
Son paso ile:- Yüzey kalitesi artırılır
- Tolerans hassasiyeti sağlanır

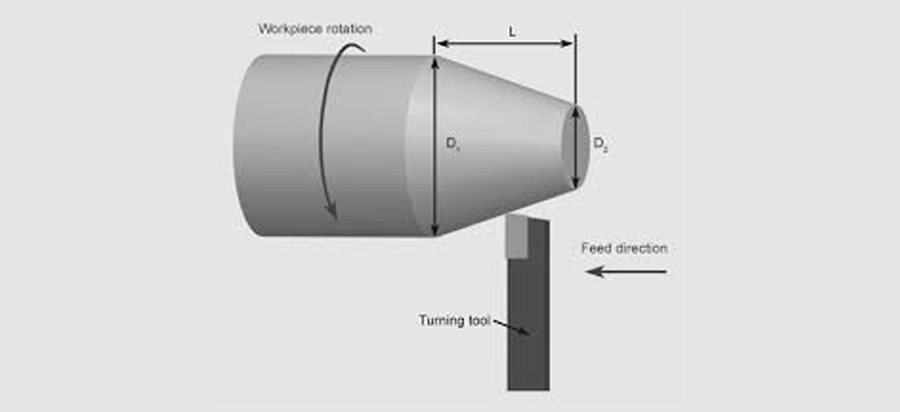
IV. Konik Tornalama (Taper Turning) Nedir?
Konik tornalama, iş parçası boyunca çapın kademesiz ve sürekli olarak değiştiği bir işlemdir.
Ortaya çıkan geometri konik formdadır. Bu yönüyle kademeli tornalamadan farklıdır çünkü keskin geçişler yerine sürekli bir eğim söz konusudur.
Konik Türleri
Dış Konik (External Taper)
Konik yüzey dış çapta oluşturulur.
İç Konik (Internal Taper)
Delik içinde konik yüzey oluşturulur (genellikle boring bar ile).
Düz Konik (Straight Taper)
Konik açı sabittir.
Değişken Konik (Variable Taper)
Konik açı boyunca değişir (eğrisel veya spline formda olabilir).
V.Konik Tornalama Yöntemleri
- Konik Tornalama Aparatı
Torna üzerine takılan özel aparat ile ilerleme açısı ayarlanır.
- Punta Kaçırma (Tailstock Offset)
Arka punta hafifçe kaydırılır, iş parçası ekseni eğik konuma getirilir.
- Bileşik Kızak (Compound Slide)
Kızak açısı ayarlanarak manuel konik işlenir.
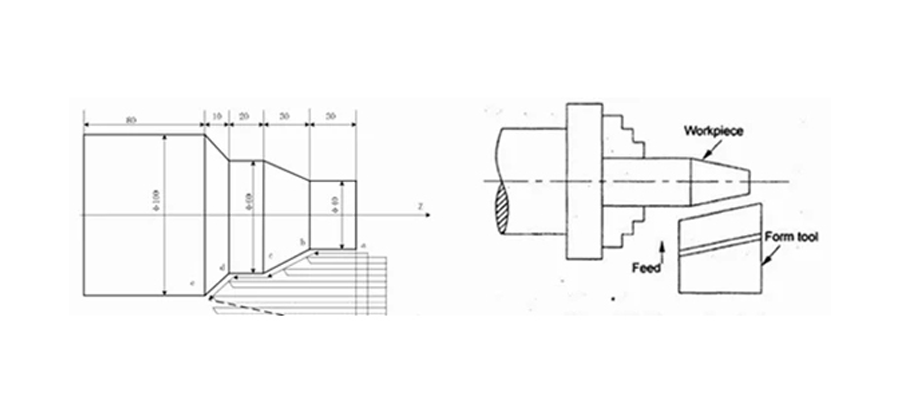
- Form Takımı
Konik açıda kesici kenara sahip özel takım kullanılır.
- CNC Programlama
En hassas ve kontrollü yöntemdir.
VI. Kademeli ve Konik Tornalama Arasındaki Temel Farklar
- Geometri
Kademeli Tornalama vs. Konik Tornalama: Aralarındaki Farklar Nelerdir?
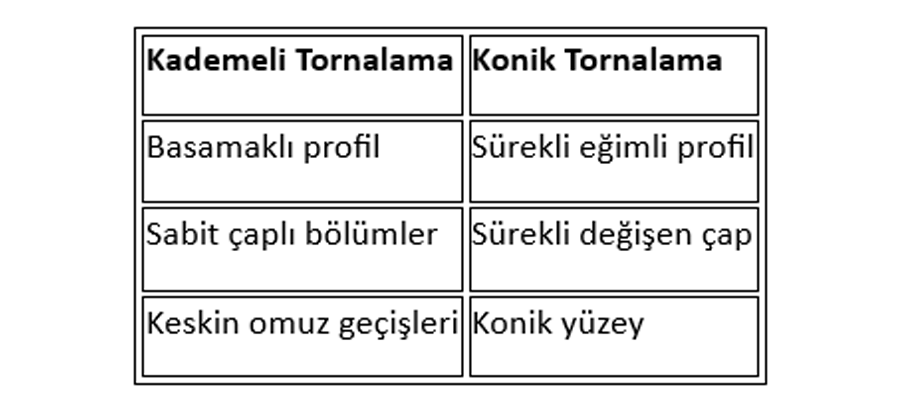
Kademeli Tornalama vs. Konik Tornalama: Aralarındaki Farklar Nelerdir?
- Takım Hareketi
Kademeli Tornalama:
Takım eksene paralel ilerler.
Kademeli Tornalama vs. Konik Tornalama: Aralarındaki Farklar Nelerdir?
Konik Tornalama:
Takım eksene belirli bir açıyla ilerler.
Kademeli Tornalama vs. Konik Tornalama: Aralarındaki Farklar Nelerdir?
Konik işlemde kesici takım ile eksen arasındaki mesafe sürekli değişir.
- Takım Ayarı ve Kurulum
Kademeli tornalamada takım kurulumu basittir.
Konik tornalamada:
- Açı hesabı gerekir
- Yöntem seçimi gerekir
- Tolerans sapması riski artar
Manuel yöntemler (punta kaçırma, bileşik kızak) CNC’ye göre daha düşük hassasiyettedir.
- Yüzey Kalitesi ve Son İşlem
Konik tornalamada:
- Tek sürekli kesme hareketi vardır
- Daha düzgün yüzey elde edilir
- Polisaj daha kolaydır
Kademeli tornalamada:
- Her kademe iki yüzey üretir
- Geçiş köşelerinde takım burun yarıçapı nedeniyle köşe hatası oluşabilir
- Yüzey tutarlılığı daha zor sağlanabilir.
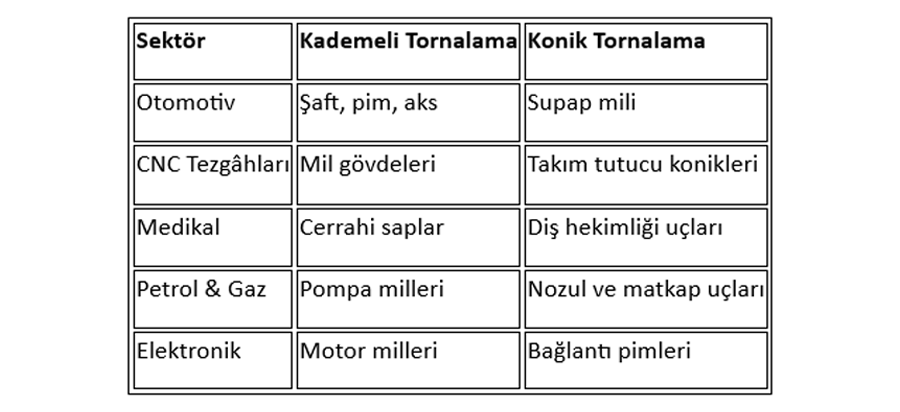
VII. Uygulama Alanları
Kademeli Tornalama vs. Konik Tornalama: Aralarındaki Farklar Nelerdir?
VIII. Sonuç
Kademeli tornalama ve konik tornalama, talaşlı imalatın temel operasyonlarıdır.
Temel farklar:
- Geometri
- Takım ilerleme yönü
- Kurulum yöntemi
- Hassasiyet seviyesi
- Yüzey kalitesi
Doğru yöntemin seçimi; parça tasarımı, tolerans gereksinimi, yüzey kalitesi beklentisi ve üretim hacmine bağlıdır.
İlgili Yazılar
ER PENS SİSTEMİNİN AVANTAJLARI
Bu Yazıyı Dinleyebilirsiniz. ER pens sistemi, CNC
Nikel Alaşımlarının İşlenmesi: Sıklıkla Karşılaşılan Kazalardan Kaçınmak
Bu Yazımızı Dinleyebilirsiniz. Nikel alaşımlar, sahip oldukları

Tornalama Uygulamalarında Yığma Kenar (BUE) Nedenleri ve Etkileri
Bu Yazıyı Dinleyebilirsiniz Torna işlemlerinde, parça kenetlenmiş