
Rotary Broach: Kare Delik Nasıl Delinir?
Kare bir delik delmek mümkün müdür? Birçok kişi bu eski soruya gülümseyerek “Elbette kare bir delik delinemez!” diyecektir. Ancak aslında kare bir delik delmek mümkündür… hatta dikdörtgen bir delik, altıgen bir delik, spline profilli bir delik, çift kama kanallı delikler — liste uzayıp gider!
Rotary Broach: Kare Delik Nasıl Delinir?
ROTARY BROACHING NEDİR?
Rotary broaching, yuvarlak bir iş parçasının ucunda hem iç hem de dış şekillerin çok hızlı bir şekilde oluşturulmasına olanak tanıyan bir imalat yöntemidir. Basit takım yapısı sayesinde bu işlem, diğer işleme operasyonlarıyla aynı makine ayarında gerçekleştirilebilir. Böylece ek bağlama işlemlerine veya pahalı, özel broş makinelerine ihtiyaç kalmaz. Bu durum yalnızca işlemi hızlı ve verimli kılmakla kalmaz, aynı zamanda eski teknolojilere kıyasla daha hassas ve daha kontrol edilebilir bir süreç sağlar.

Rotary Broach: Kare Delik Nasıl Delinir?
Rotary broaching onlarca yıldır kullanılıyor olmasına rağmen, bu sıra dışı işleme yöntemi hakkında çok az kişi bilgi sahibidir. Kare bir deliğin delinmesi fikri birçok kişiye oldukça yabancı geldiğinden, kendi gözlerinizle görseniz bile yine de inanmakta zorlanabilirsiniz. Ancak bu yöntemin arkasındaki basit prensibi anladığınızda aslında bunun bir sihir olmadığını fark edersiniz. Bu, üretim dünyasında gerçekten fark yaratabilen yöntemlerden biridir.
Rotary Broach: Kare Delik Nasıl Delinir?
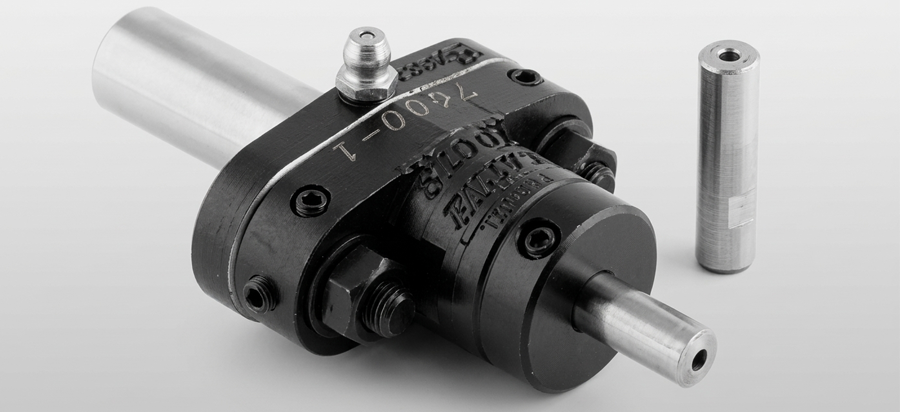
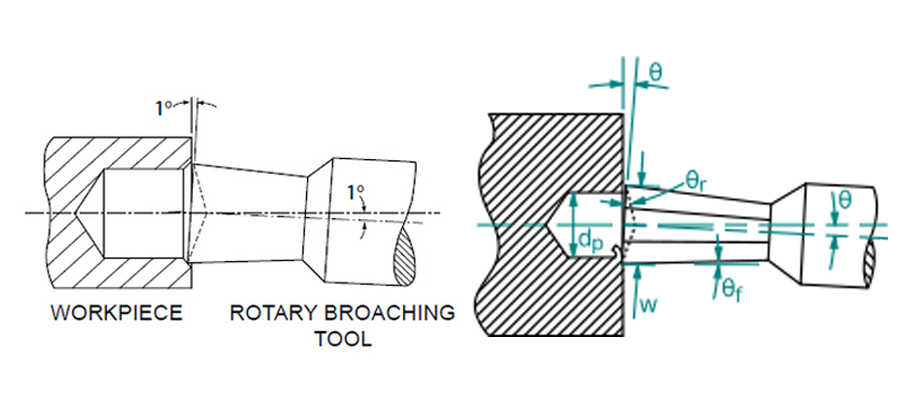
Daha önce söylediğim gibi, arkasındaki prensip oldukça basittir. Sırrı, tutucuya verilen 1°’lik eğim açısında saklıdır. Kesici, içinde rulman bulunan bir takım gövdesine monte edilir ve bu sayede takım serbestçe dönebilir. Takımın dönmesi, yapılan operasyona bağlı olarak ya dönen iş parçası tarafından ya da makine milinden alınan hareketle sağlanır.
Torna tezgâhında yapılan broşlama işleminde takım, dönen iş parçasıyla temas ettiğinde iş parçası tarafından döndürülür. Frezeleme operasyonunda ise takım sabit iş parçasına temas ettiğinde kesici dönmeyi durdurur; yalnızca makine milinin döndürdüğü takım gövdesi dönmeye devam eder.
Her iki durumda da kesicide bulunan 1°’lik eğim, takım ucunda bir yalpalama (wobble) etkisi oluşturur — bunu eğilmiş bir matkap ucunun dönmesi gibi düşünebilirsiniz. Bu hareket sayesinde dönme devam ettikçe kesicinin bir köşesinden diğer köşesine basınç aktarılır. Ayrıca broş takımının yan yüzeyleri ve uç kısmı, boşluk oluşturmak ve yalnızca keskin kesme kenarının iş parçasıyla temas etmesini sağlamak amacıyla açılı olarak rahatlatılmıştır.
Z eksenindeki doğrusal ilerleme kuvveti uygulandığında kesme işlemi, bir nevi traşlama (shaving) işlemine dönüşür. Bu durum, bir marangoz keskisinin ahşabı ince ince traşlamasına benzer.
Rotary broaching, önemli ölçüde zaman kazandırabilen bir yöntemdir ve birçok teknik resimde sıkça karşılaşılan özellikleri — iç veya dış spline profilleri, altıgenler, anahtar ağzı yüzeyleri — hızlı ve kolay şekilde oluşturmak için atölyelere maliyet açısından verimli bir çözüm sunar. Üstelik bu işlemler, canlı takımlı tornalara veya ek ikincil işleme operasyonlarına ve kurulumlarına ihtiyaç duyulmadan gerçekleştirilebilir.
İlgili Yazılar

Karbür Uçlar Nasıl Sınıflandırılır?
Karbür uçların çeşitliliği ve sundukları hassasiyet, bu takımları sınıflandırabilmek

Takım Bileme Tezgahları Nasıl Kullanılır?
Hiç merak ettiniz mi, bir takım bileme makinesinin ne

CNC İşleme Kalıp Endüstrisinde Nasıl Kullanılır?
İşleme, malzemelerin üretiminde bize yardımcı olan bir süreçtir. Bu